| 近赤外相対測光分光器 |
|---|
岩室 史英 (京大宇物)
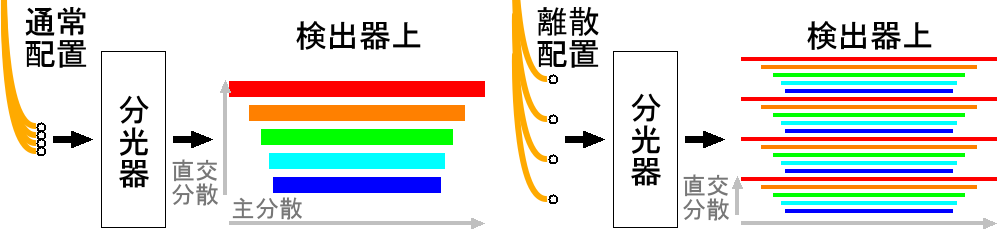
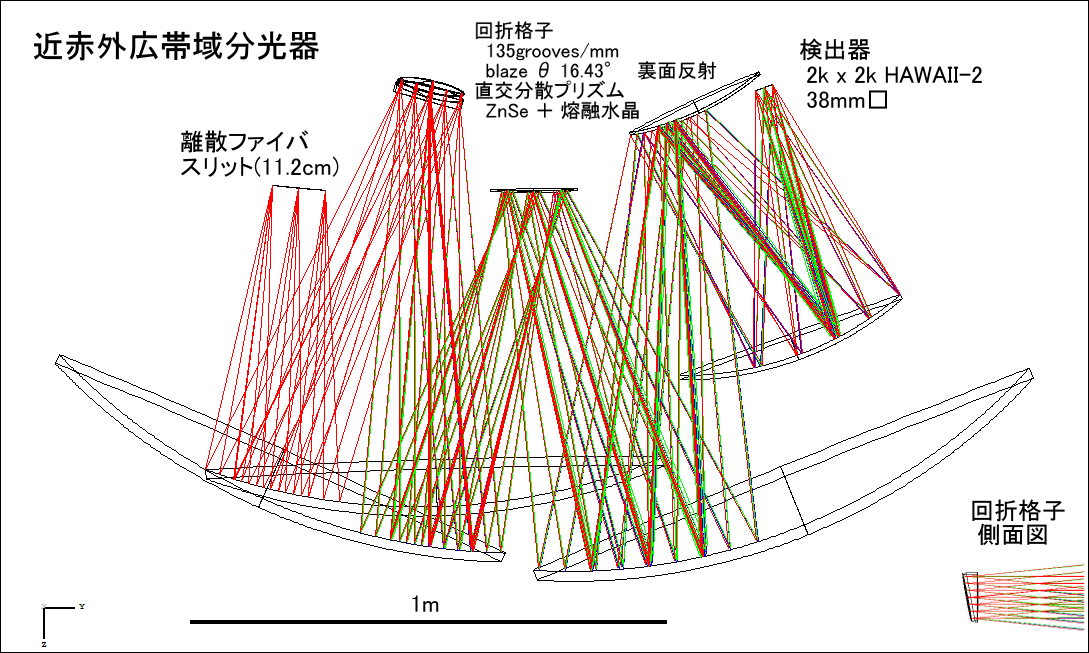
●装置の特徴AGN 分光モニターなど、長期のモニター観測で微小なスペクトル変動を検出するためには、以下のような装置が必要となる。
広い波長範囲を観測できる近赤外装置の例 (Magellan 望遠鏡 FIRE)
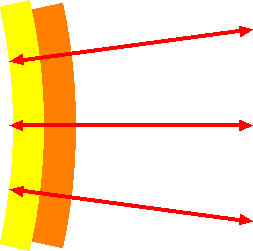
  http://web.mit.edu/~rsimcoe/www/FIRE プリズムでの次数分離は必須だが、ZnSe プリズムの多用は避けたい
(近赤外で用いられる材質の 1/λ - n のグラフで直線になる必要あり
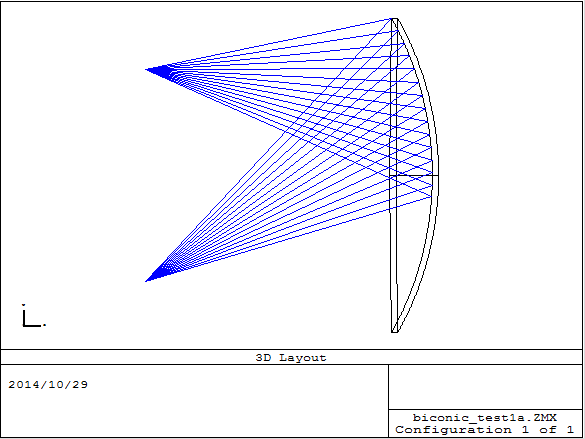
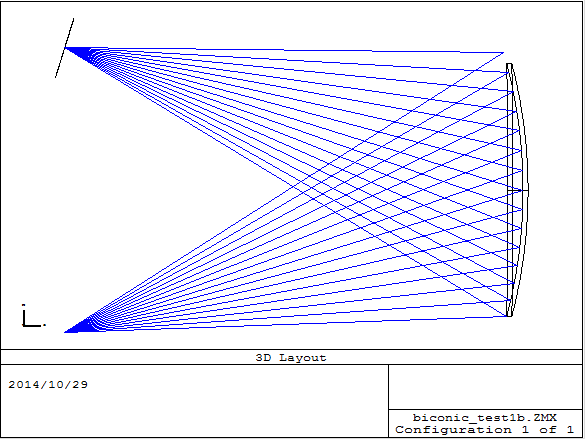
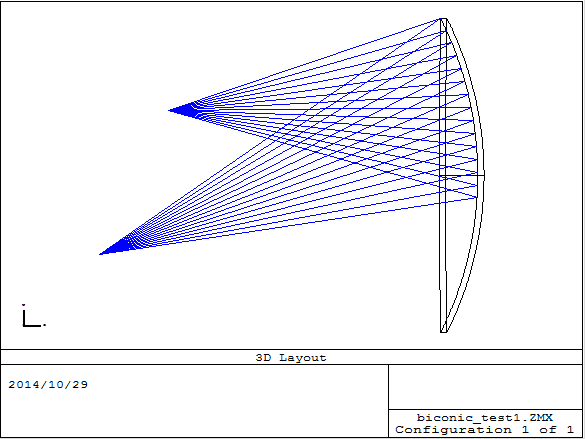
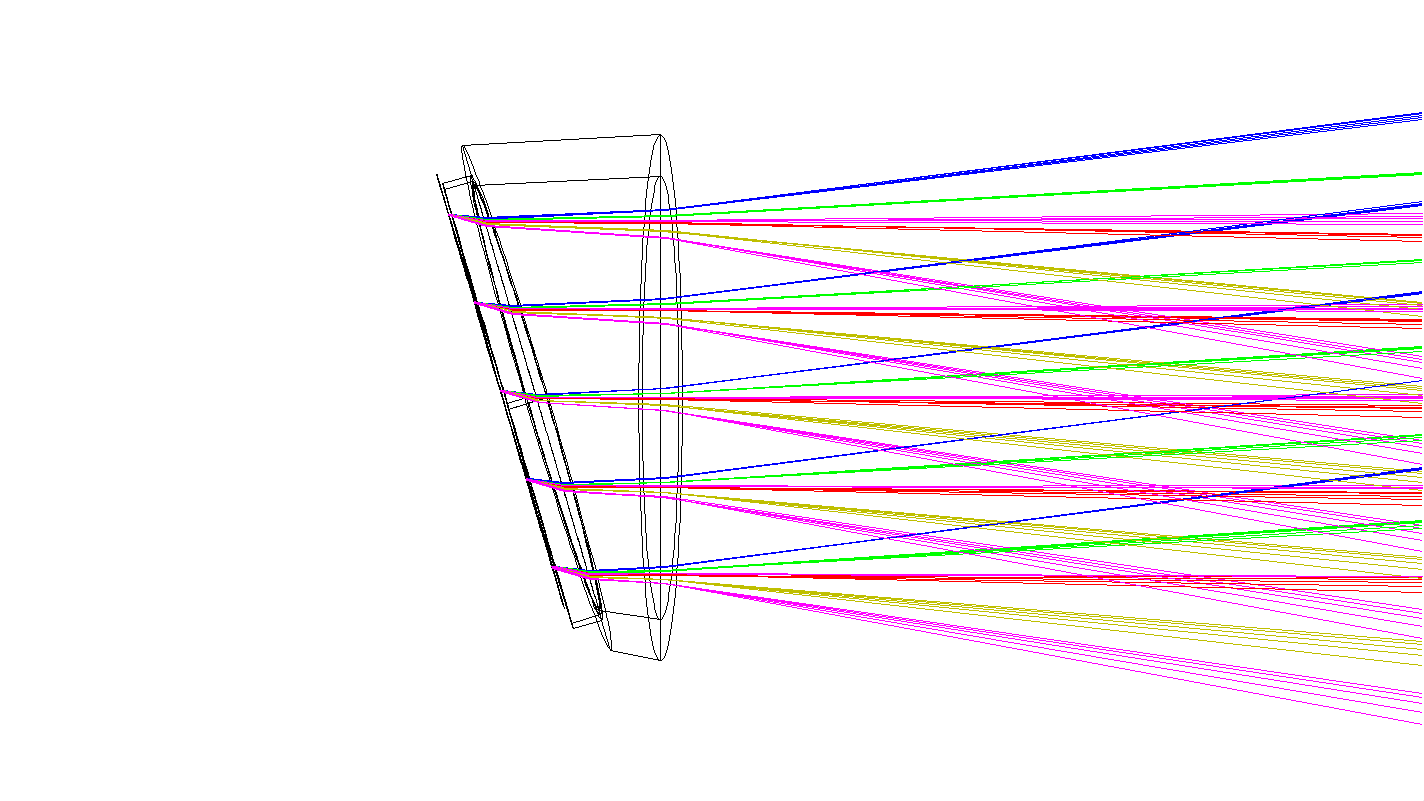
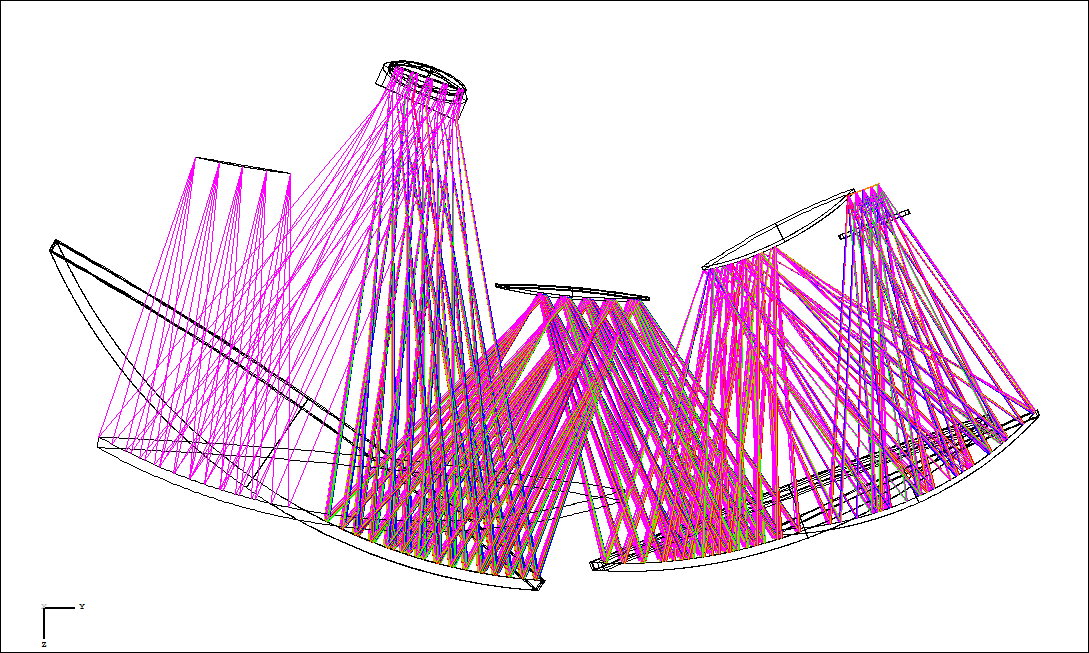
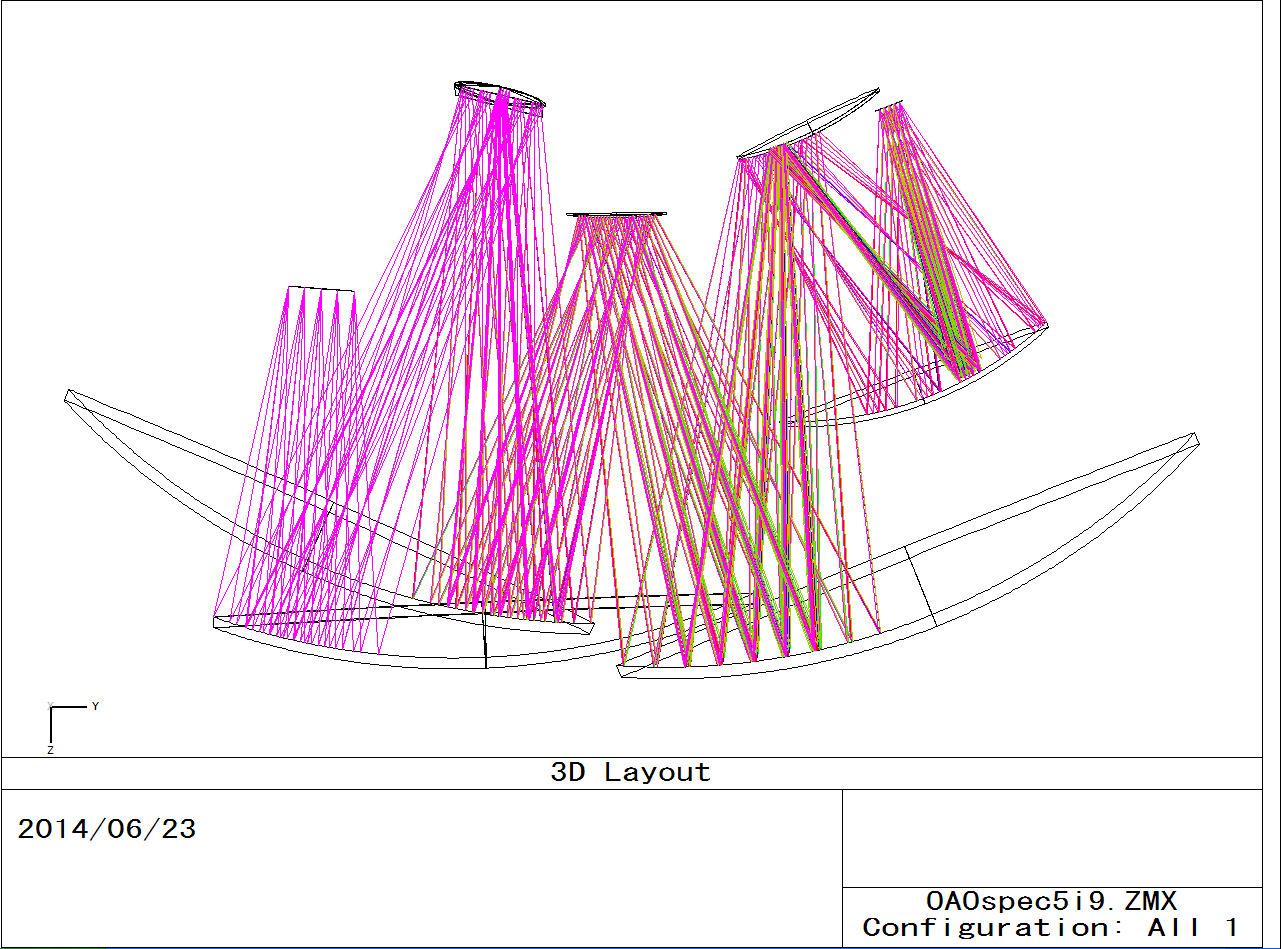
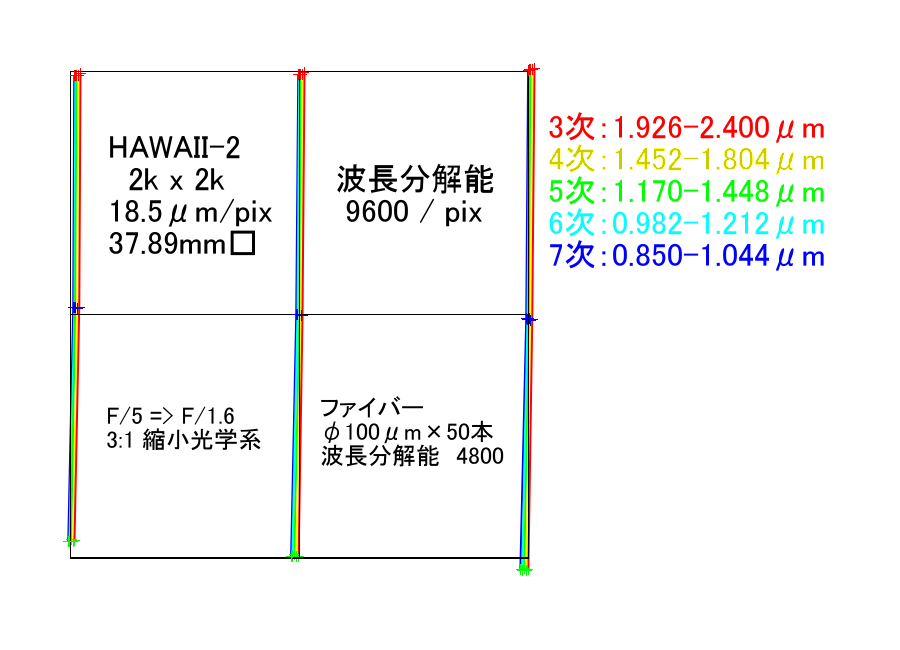
とりあえず F/5 => F/2 で色消し光学系ができたとして...
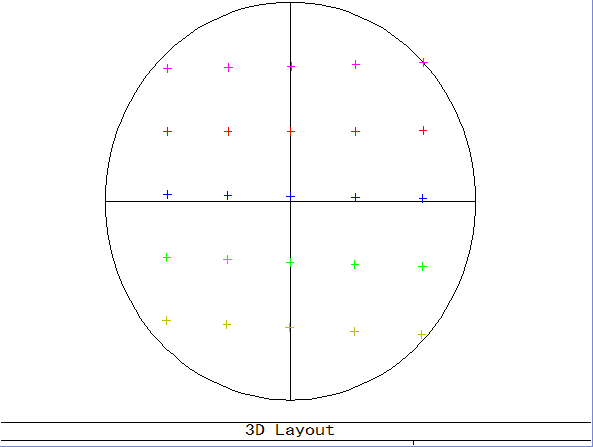
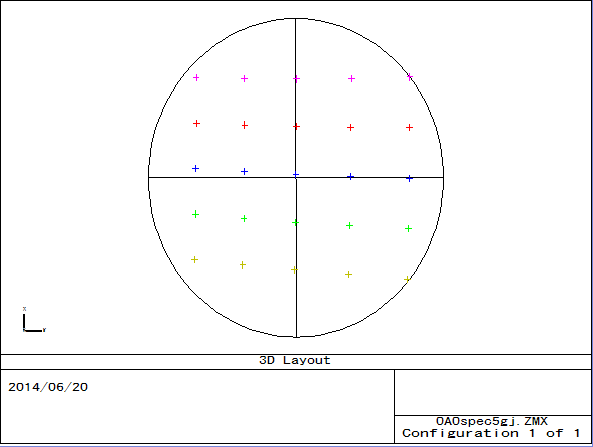
ファイバーバンドル形状は、5" x 8" のひし形で、
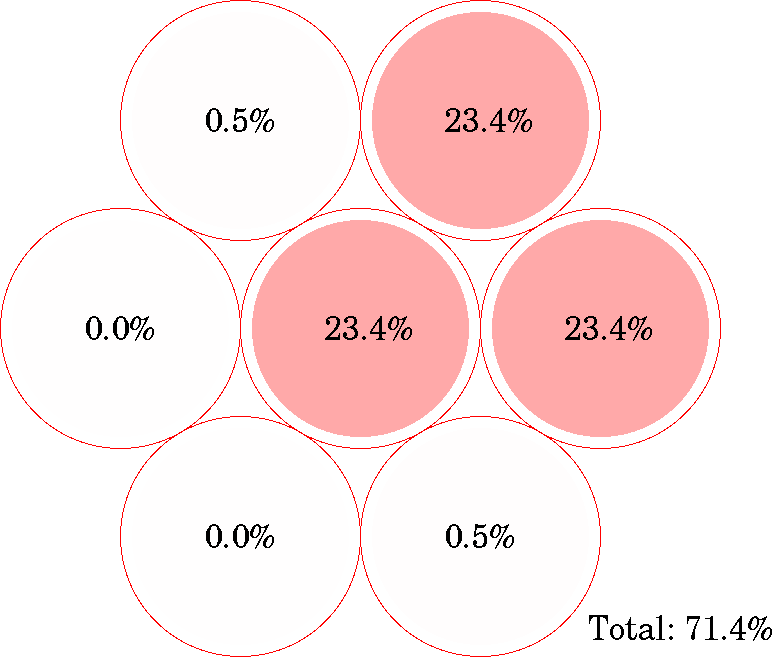
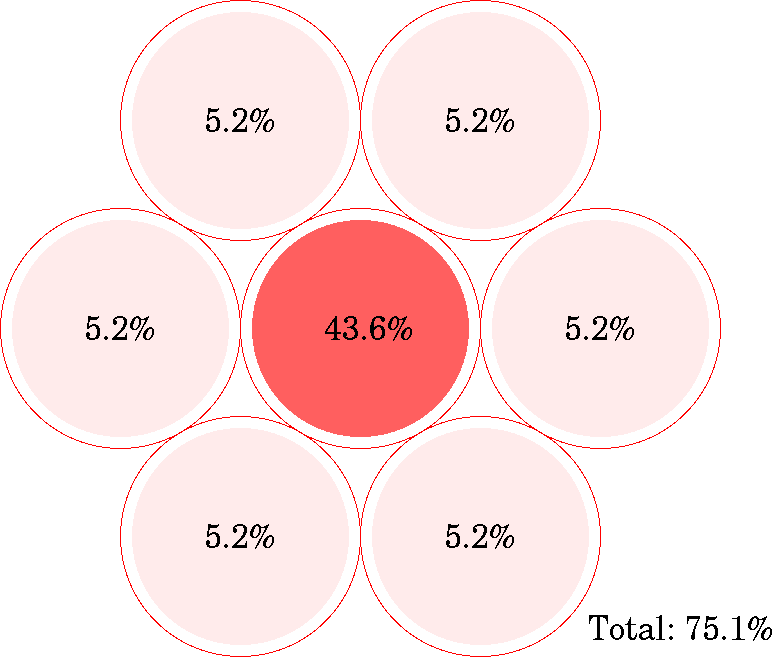
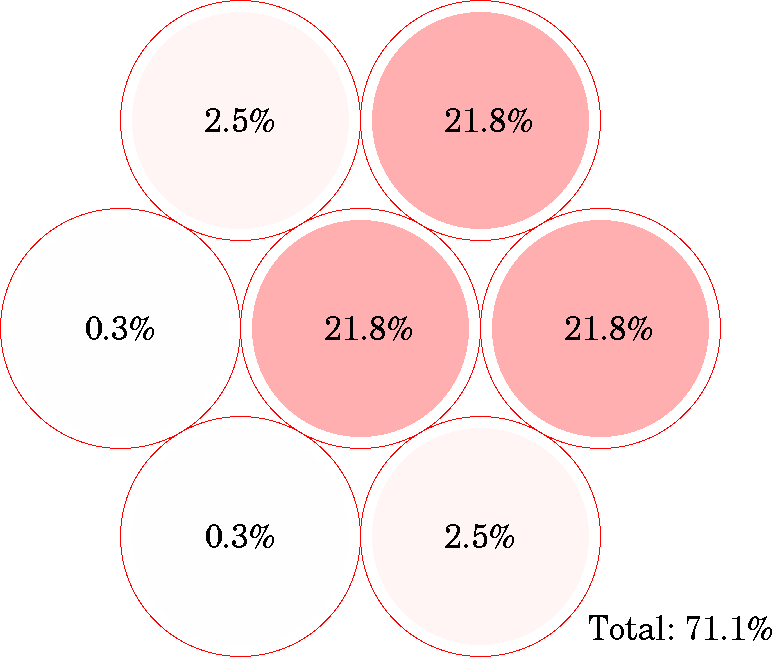
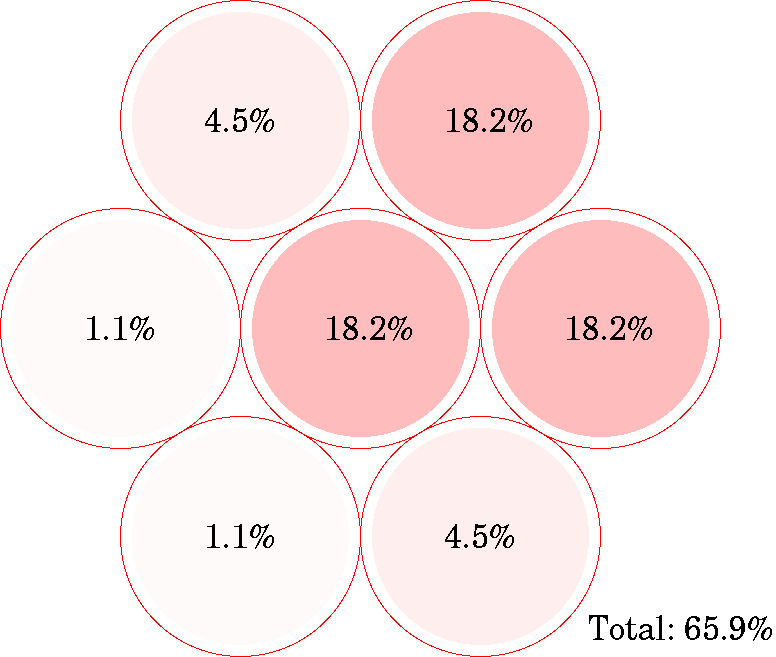
7本のファイバーの情報を使えば、以下のような状況の違いを識別して
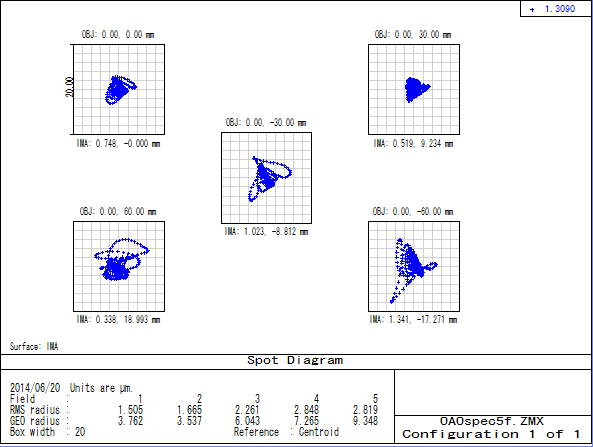
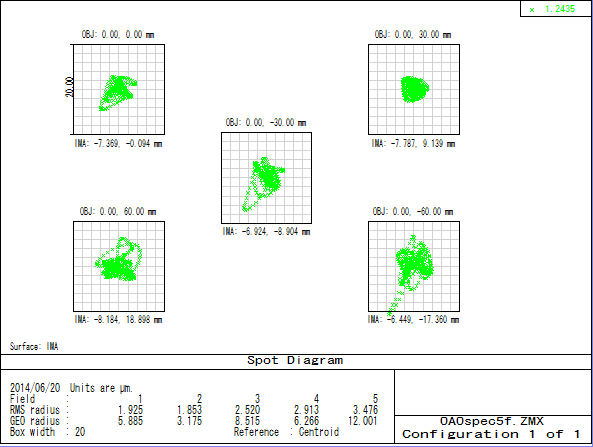
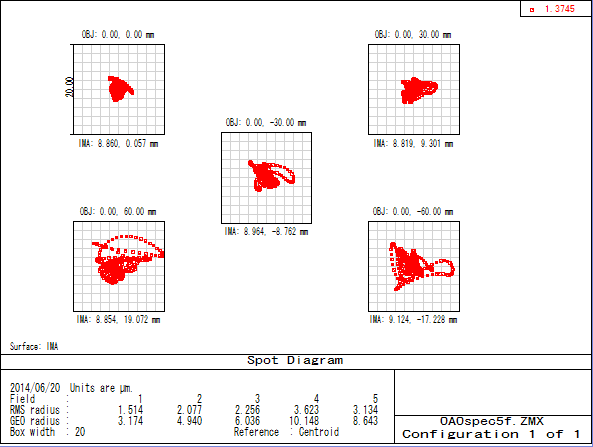
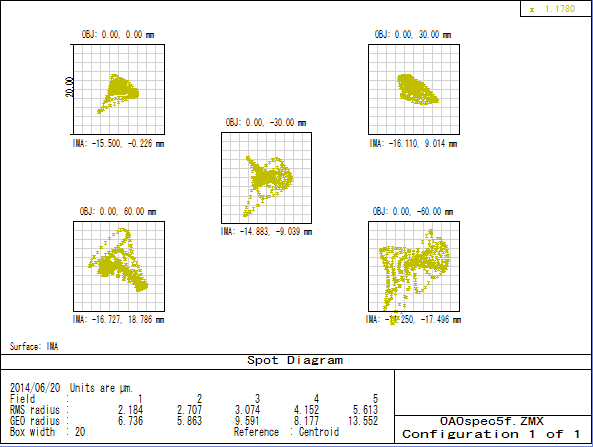
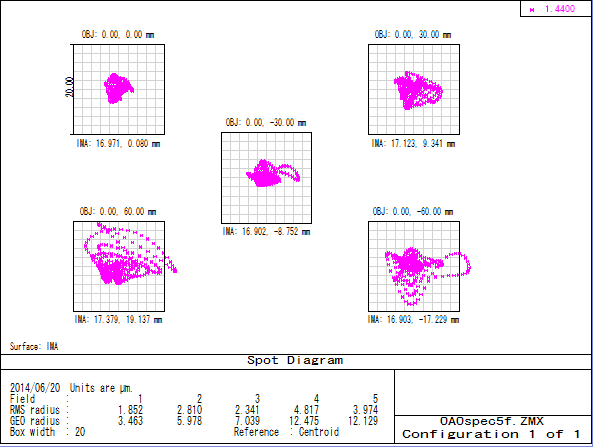
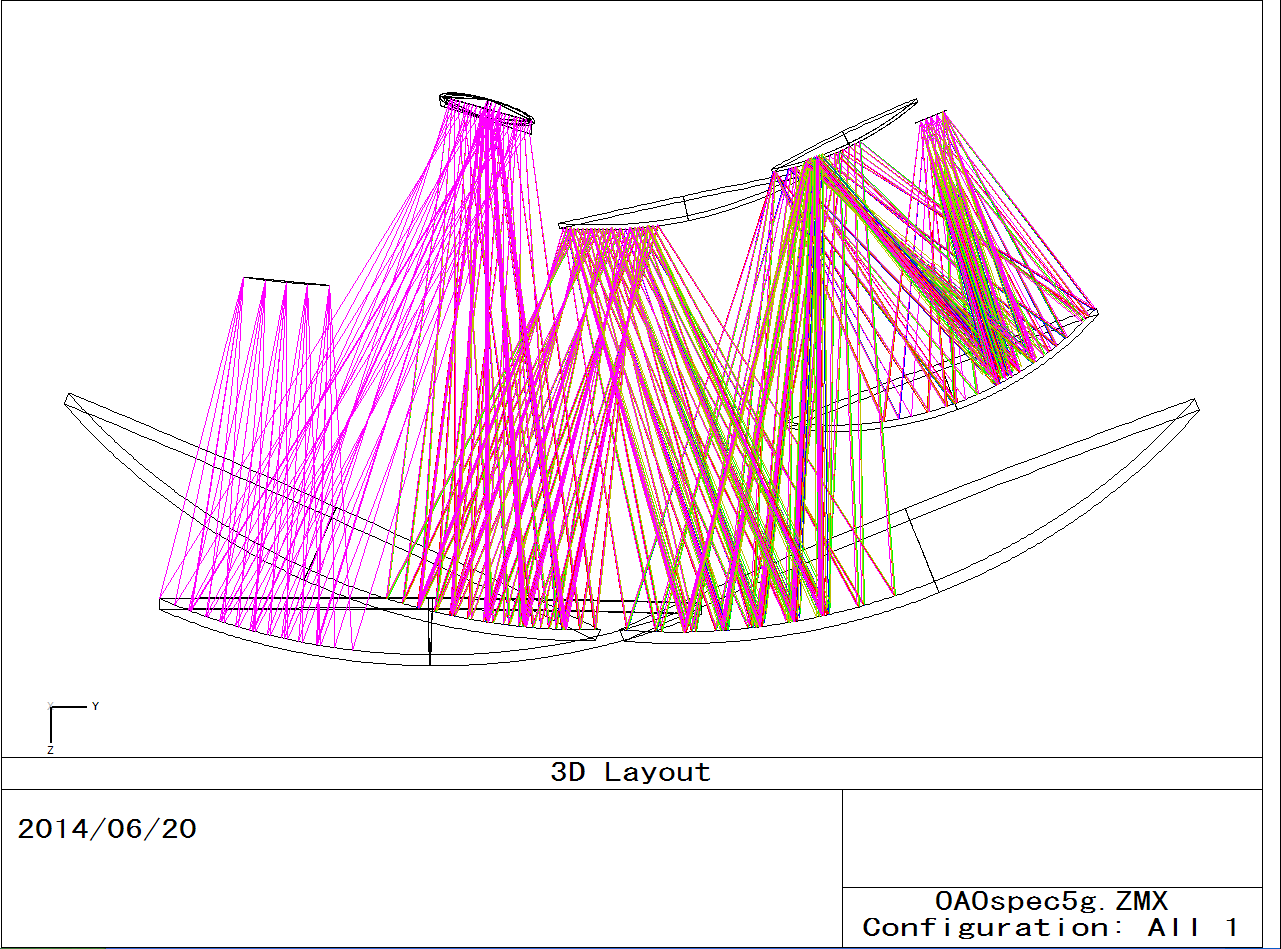
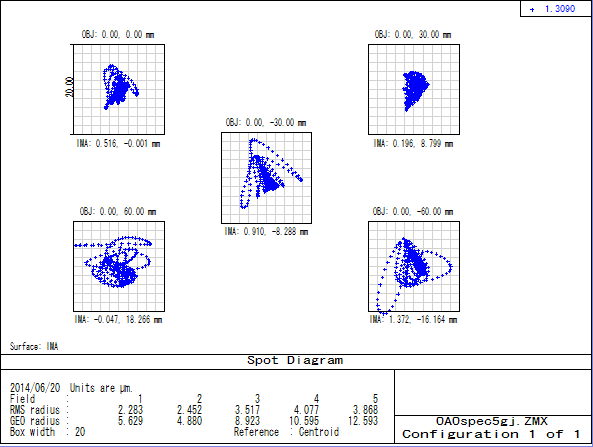
配置/焦点面/スポット1 2 3 4 5
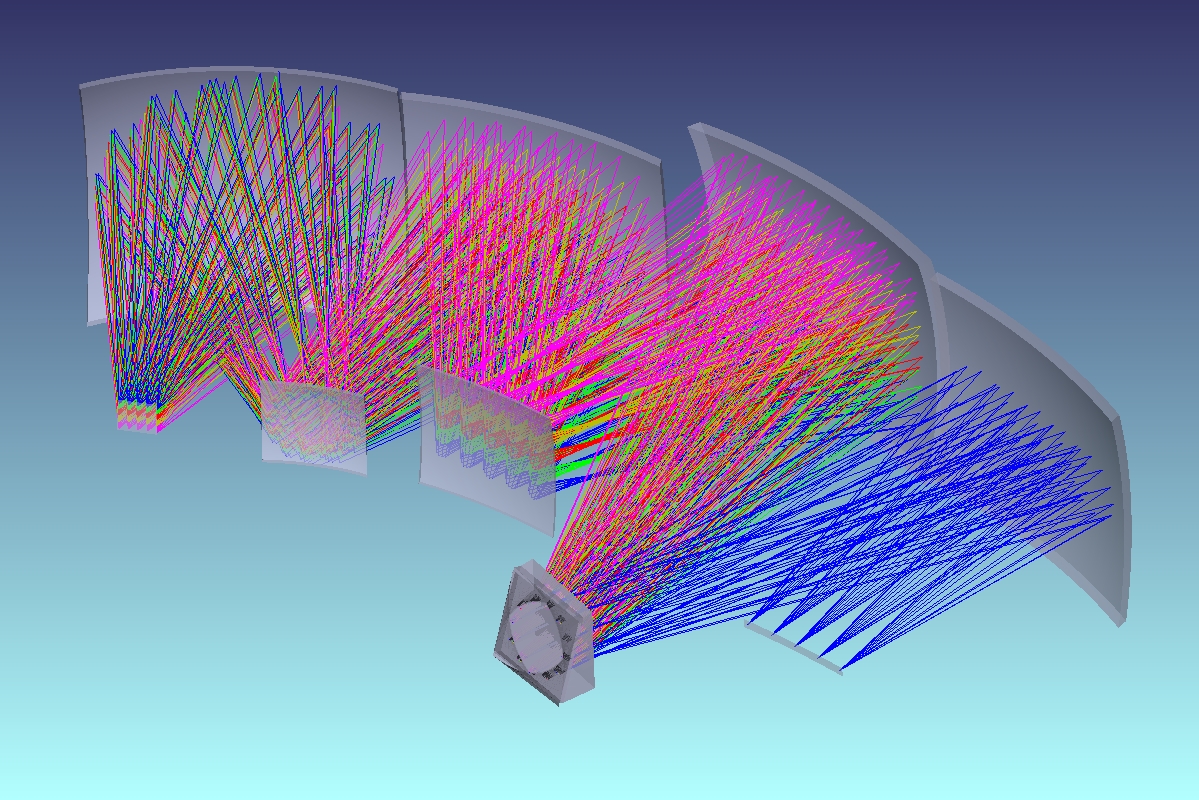
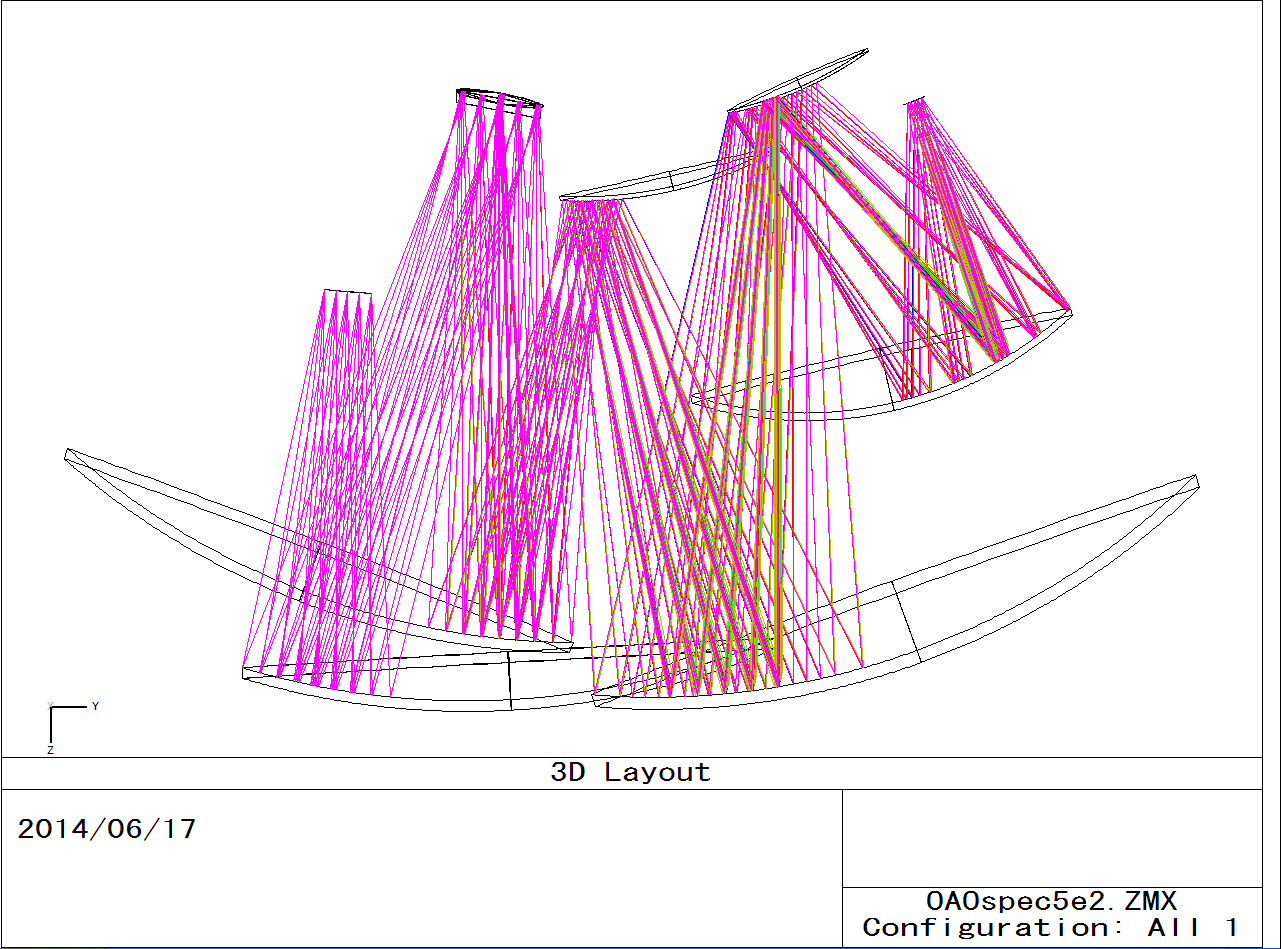
以下、どこまで装置を小さくできるか調べる。
更に全体を 3/4 倍して最適化
2番目のものについて微修正
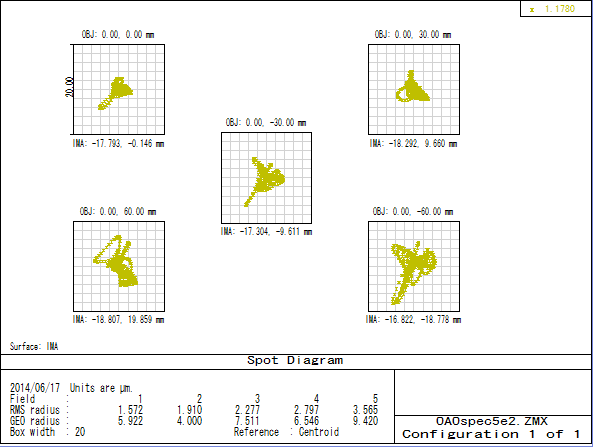
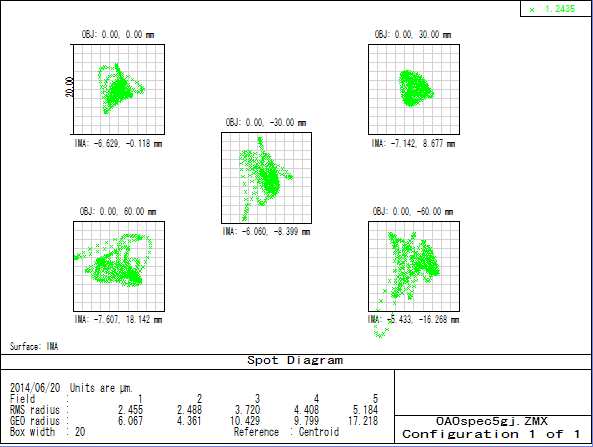
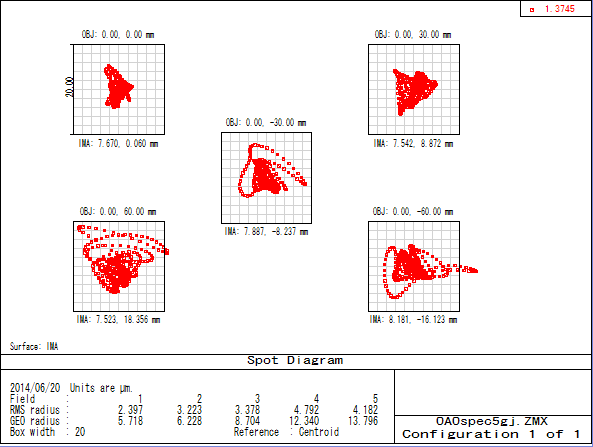
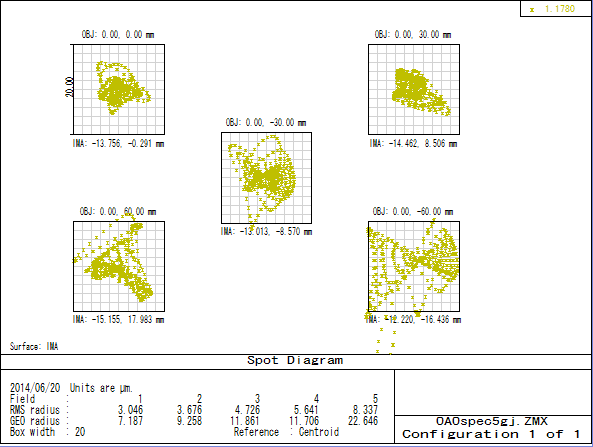
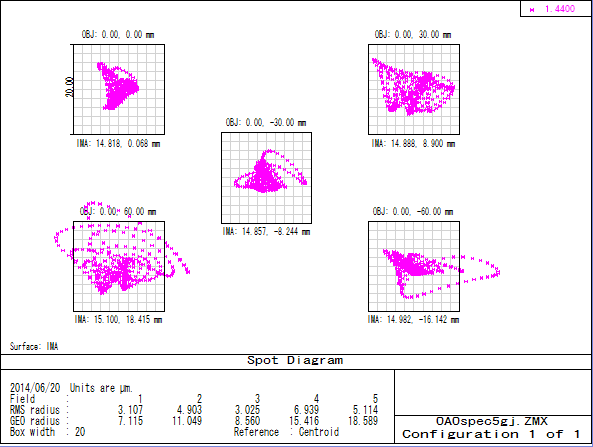
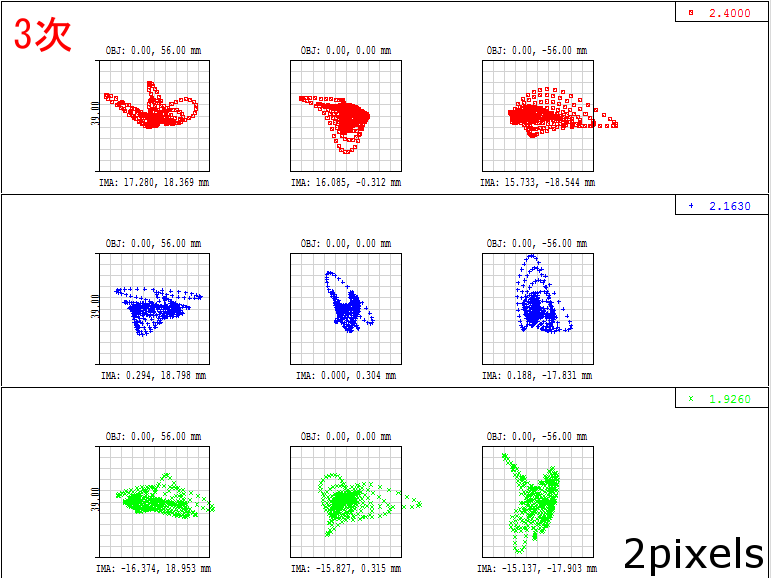
上記解では、短波長ほどスペクトルの間隔が広がる状態になっていたので、クロスディスパーザのプリズムを ZnSe+溶融水晶とし、スペクトルがほぼ等間隔になるようにした(135〜170μm, 7.3〜9.2pix)。 このままでは、プリズム表面での反射光が波長帯中心付近にかなりのゴースト像を作りそうなことに気がついた。
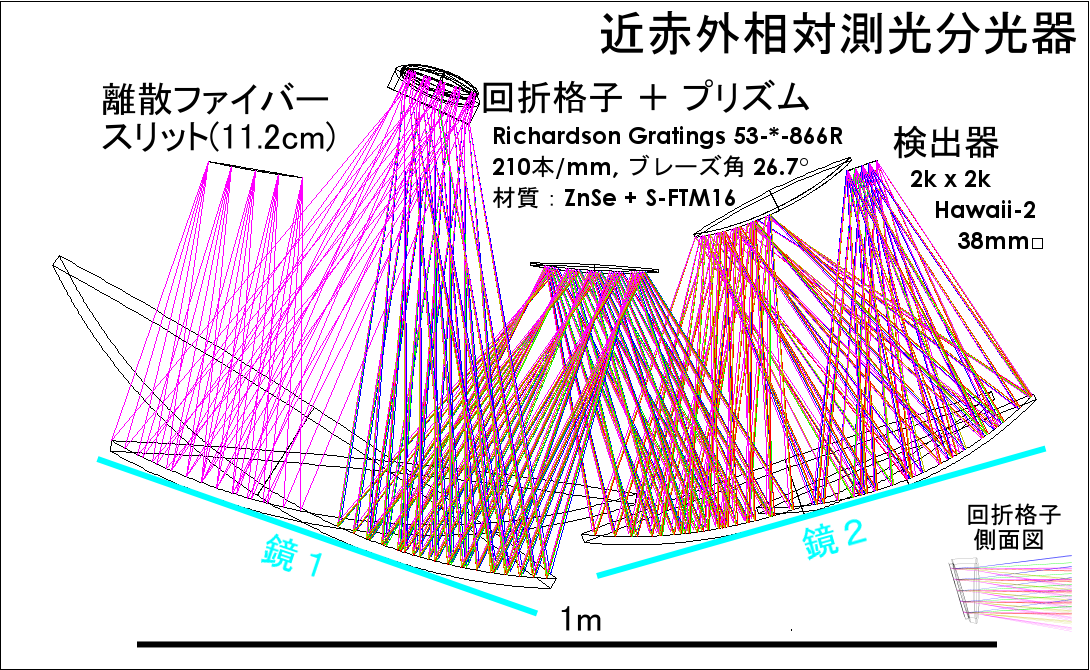
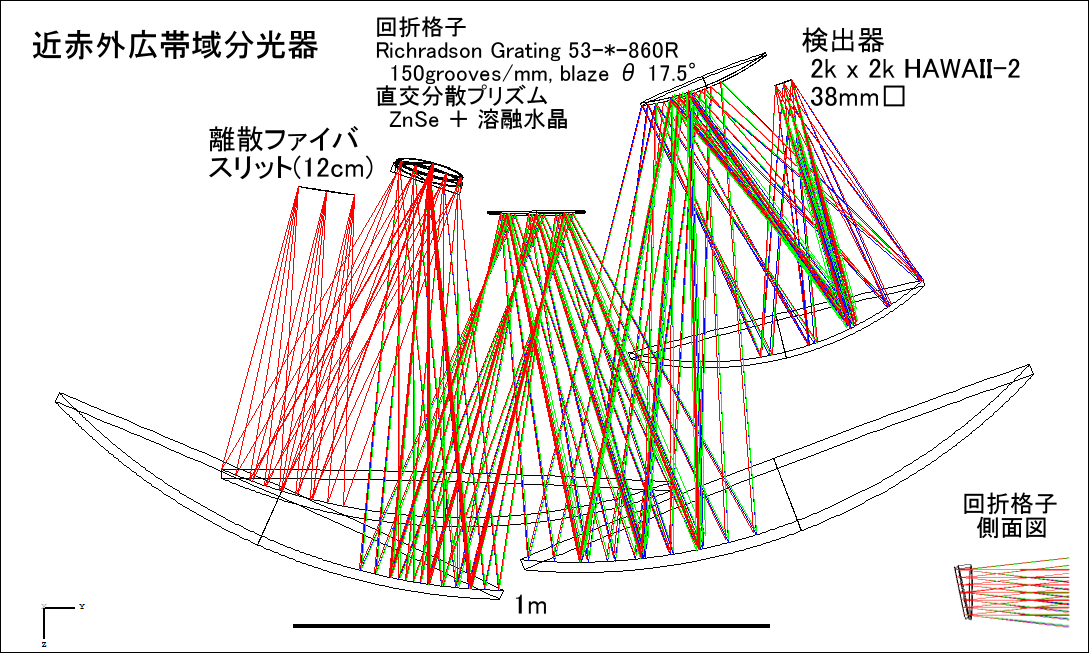
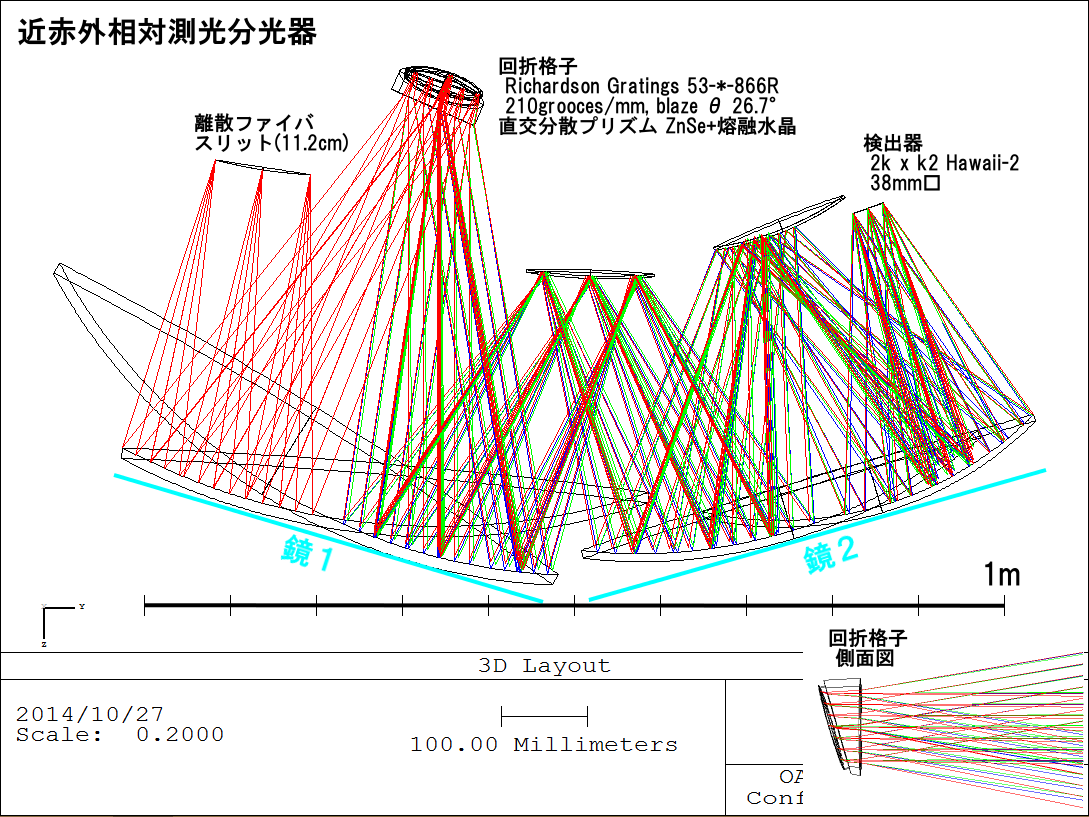
次に、回折格子をマスターが既に存在するRichardson Gratings 53-*-860R で代用する場合について調査してみる。
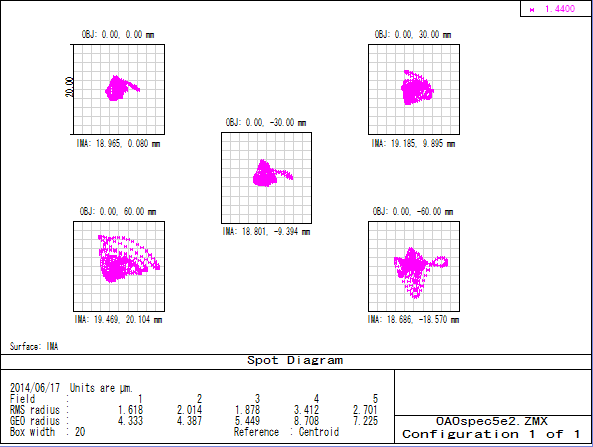
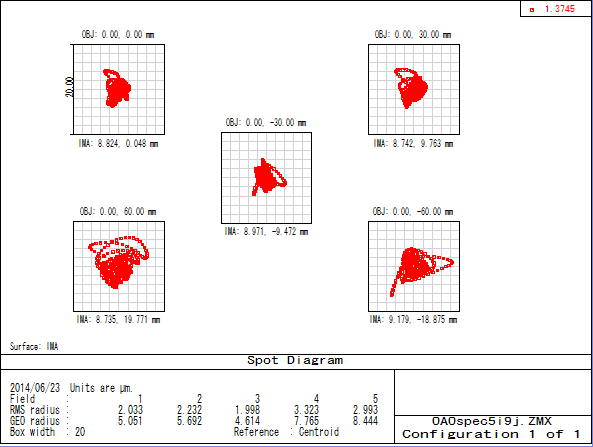
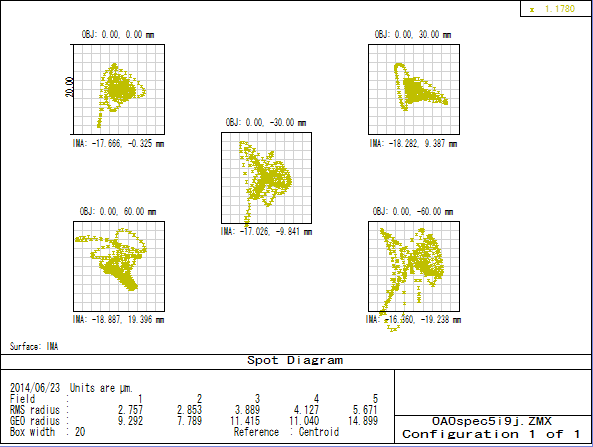
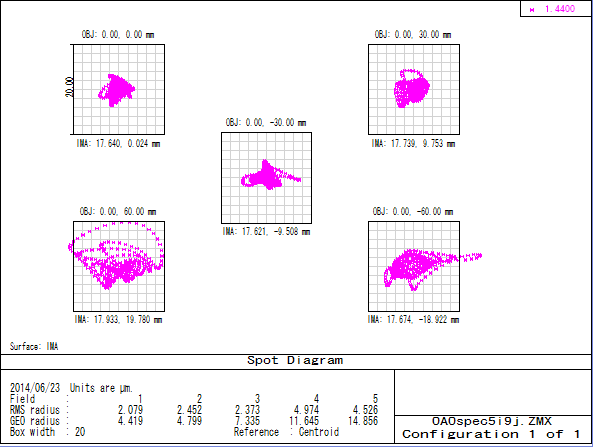
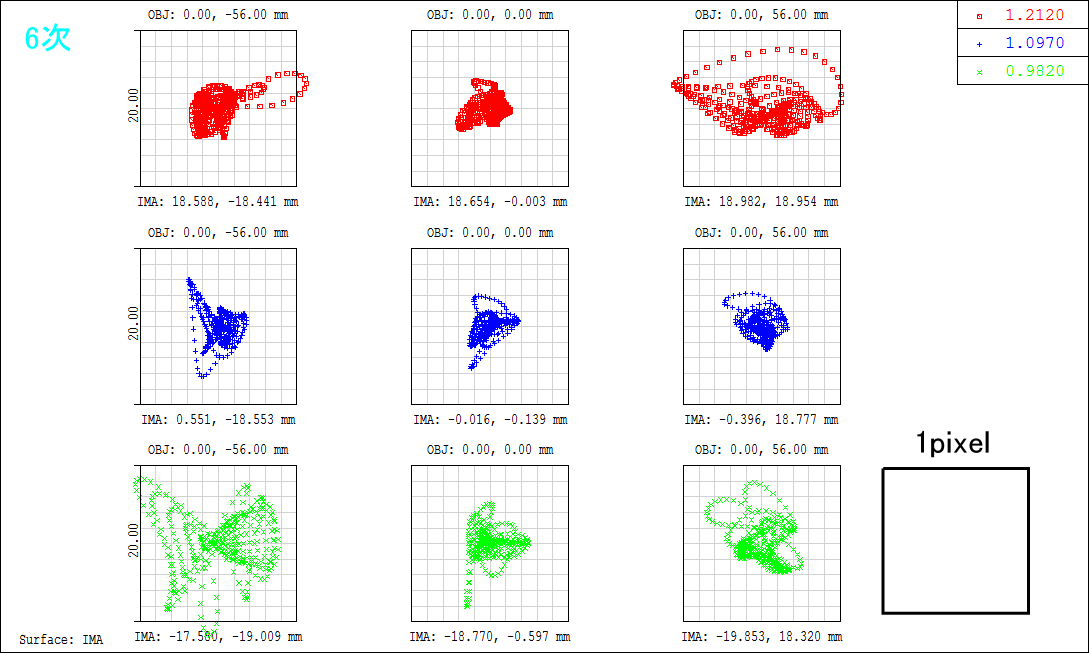
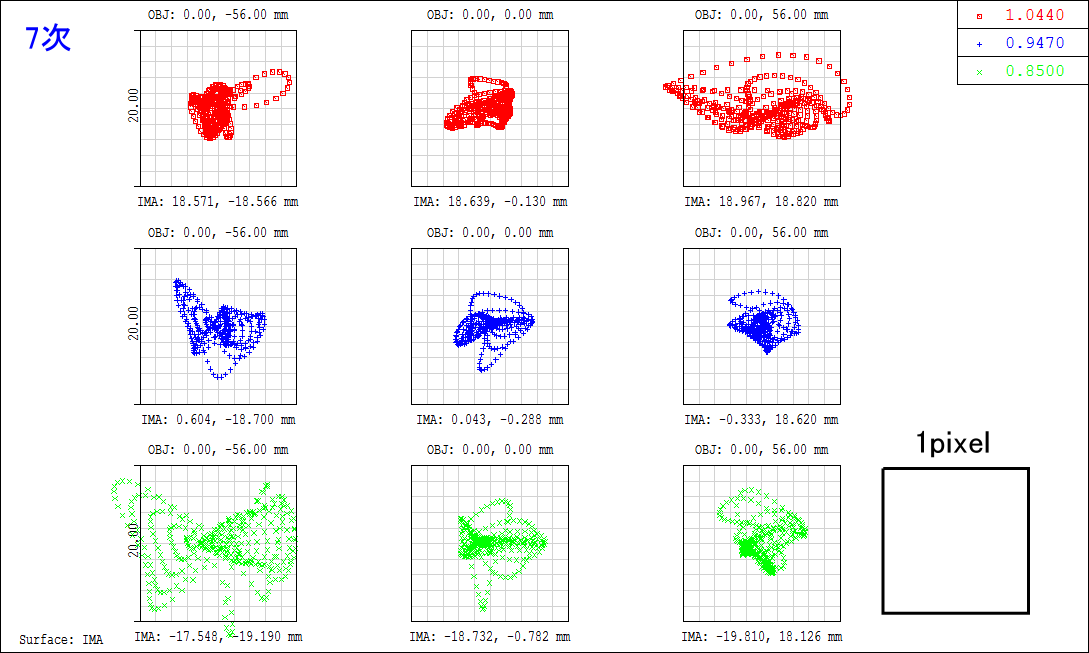
上記回折格子を使うと溝本数が1割増しになるので、その分更に縮小光学系にして波長域を検出器上に入れる必要がある。以下が最適化結果。上記解に比べて、検出器周りがかなり窮屈になったのと、スポットサイズが 1.4 倍に悪くなったが、まだどちらも許容ぎりぎり。スリット長は12cm としたが、もう少し長くできる。 この場合問題となるのは回折格子を作る際のレジンの屈折率で、17.5°のブレーズ角に合わせるにはレジンの屈折率が Nd=1.66 のものでないといけない(通常は 1.59)。そのような高屈折率かつ吸収の少ないエポキシがあるかどうかが問題となるだろう。 少しプリズムの分散を強めにして、プリズム表面の反射光が十分に離れるようにした。この程度離れていれば問題ないだろう。
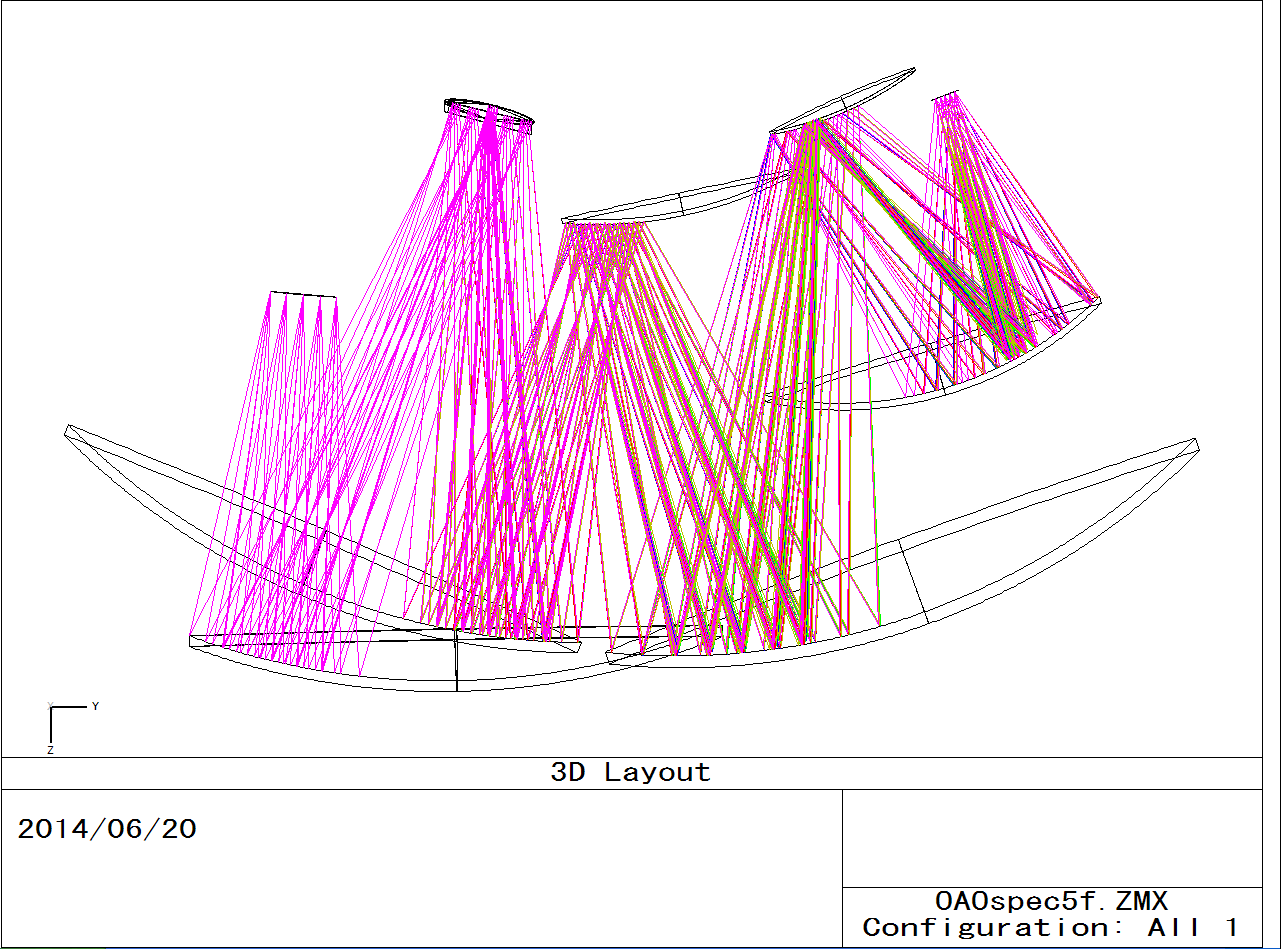
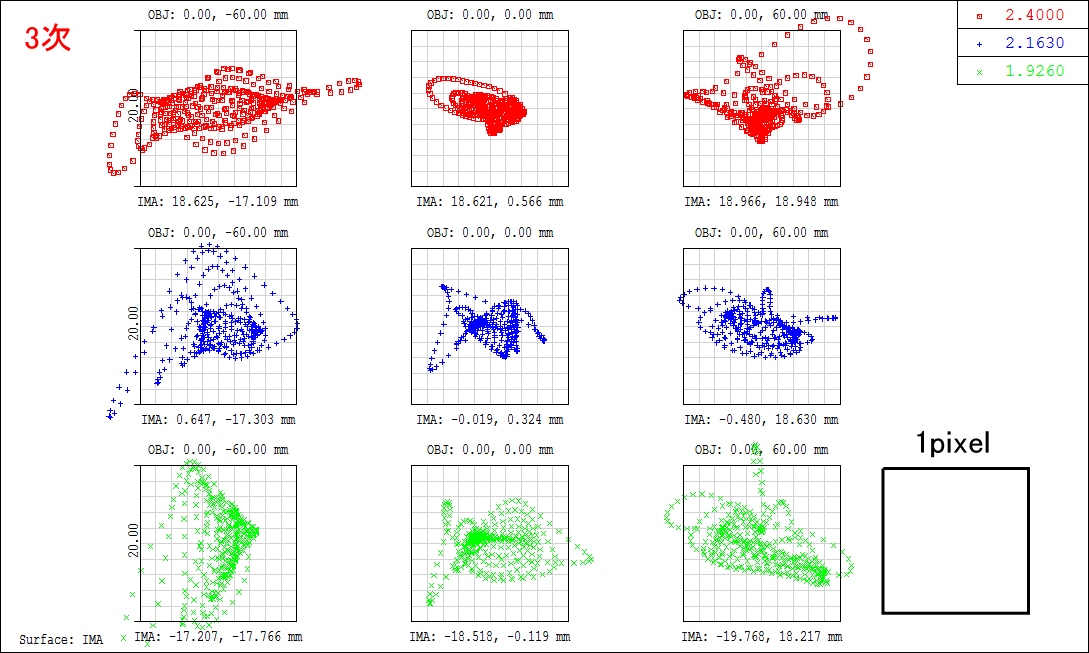
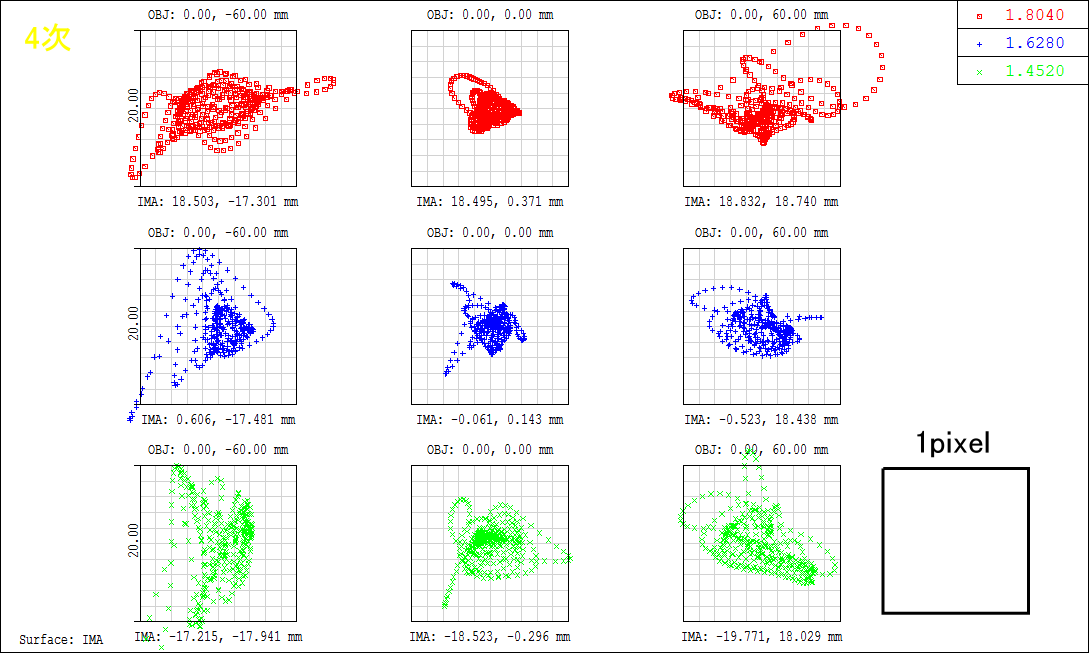
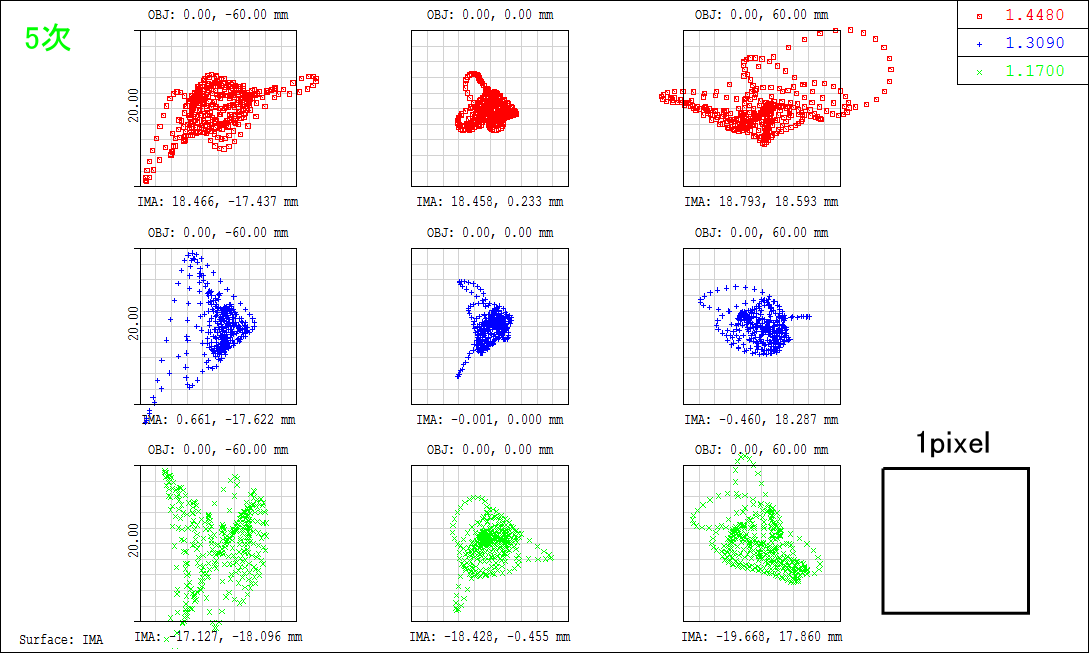
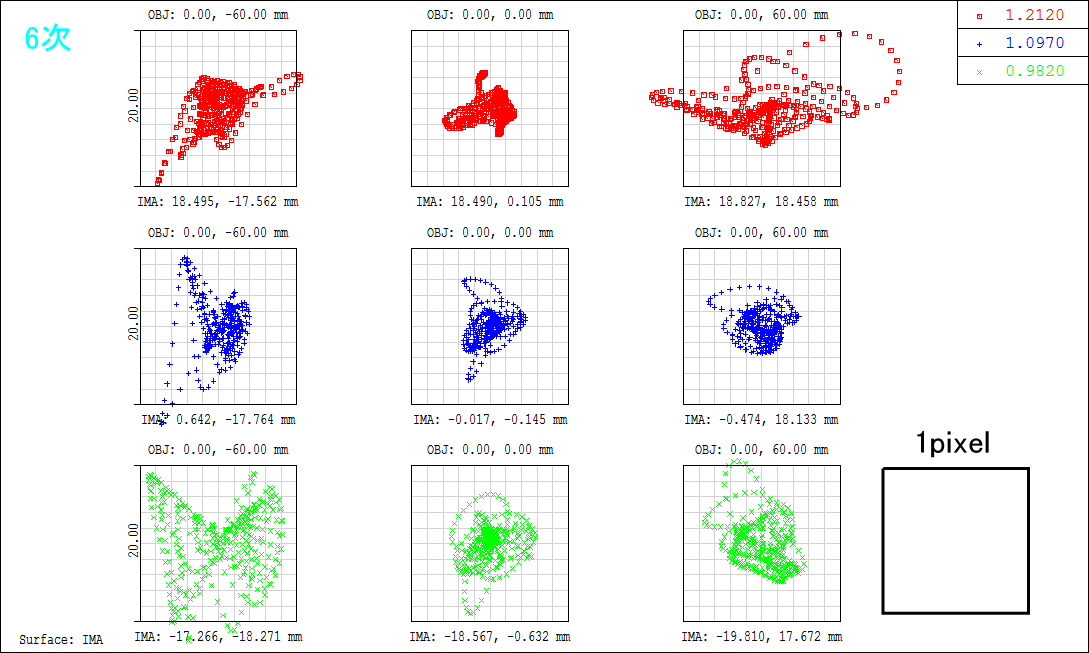
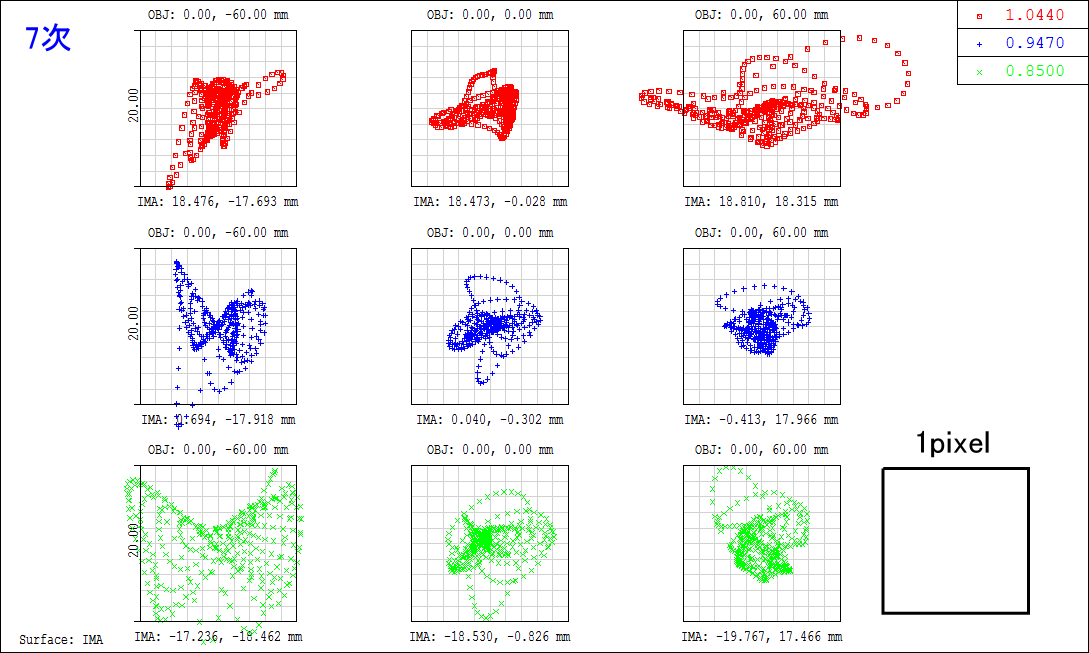
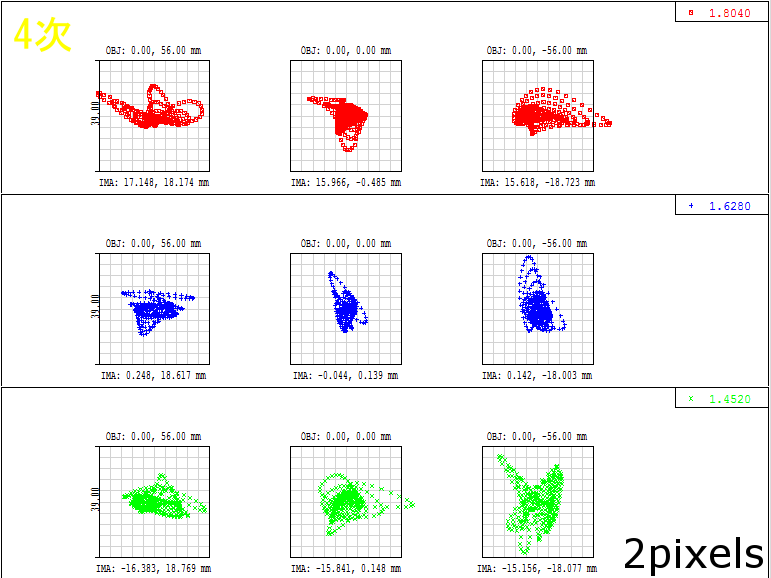
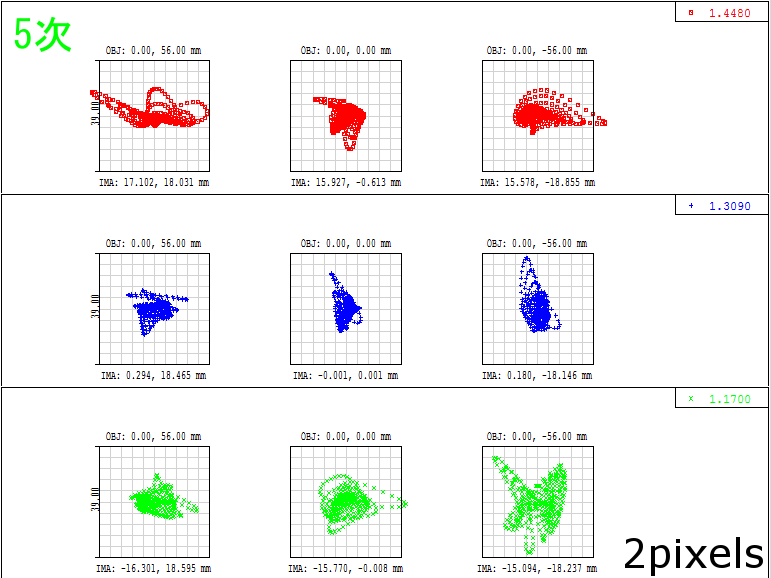
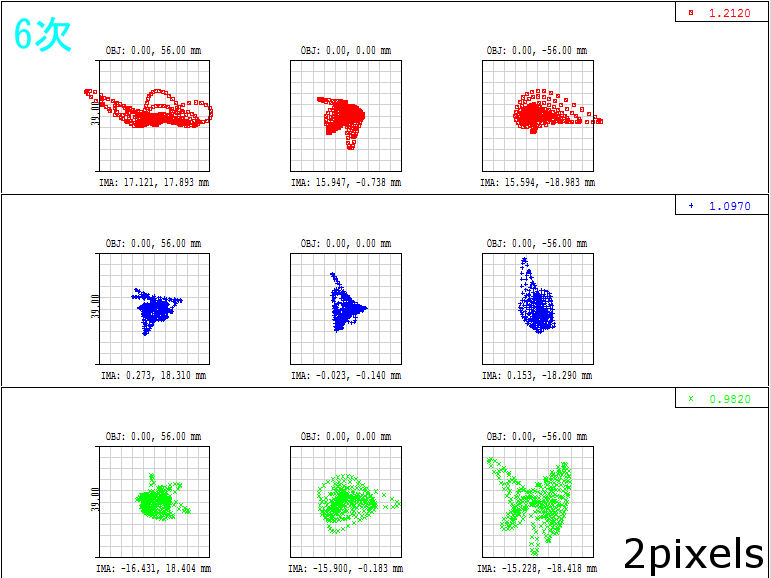
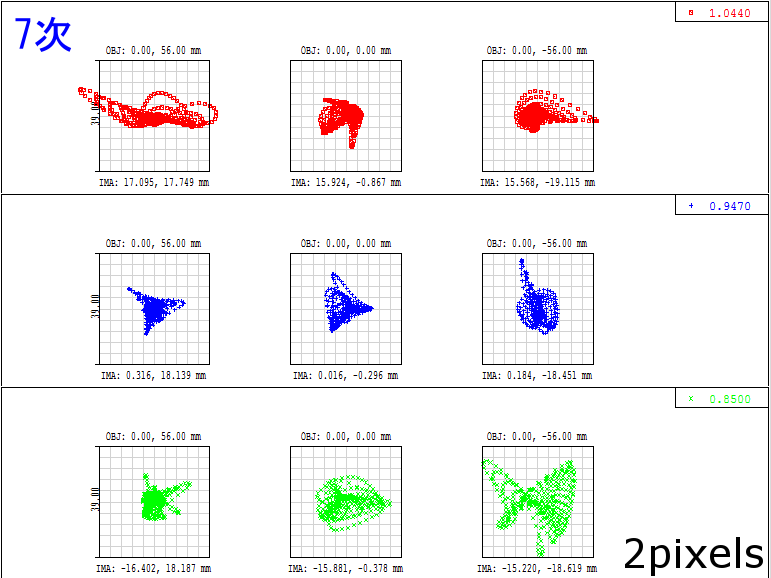
2pixel 程度まで、像の悪化を許容し、更に回折格子をマスターの存在するものに限定した場合、どこまで小型化できるか試してみたところ、60% までサイズを縮小することに成功した(テレセンに近い状態で集光するようにも調整した)。使用した回折格子は、上で使用したものよりも格子密度の高い Richardson Gratings 53-*-866R を使用した。回折格子の分散がこれより高いものは、300本/mm のものとなるため、分散が更に1.4倍になる。その場合、更に70%程度の縮小が必要となるので、直感的には 2pix に収めるのは biconic のままでは難しそうなのと、回折格子のブレーズ角が36.8°とかなり大きくなること、1m サイズが 70cm サイズになっても対費用的な効果が少ないと予想されること、などの理由からこれ以上の縮小は追求しない事にした。また、この設計でプリズム面での反射光が検出器に入らないことも確認した。 鏡は、2枚ずつペアにしてくっついた状態で製作すれば、アライメントの手間を少し減らすことができると思う。また、凹面はすべて楕円面の biconic であるため、鏡1の2面は水平方向1軸、鏡2の2面は水平・鉛直方向の2軸について光学的に形状を確認することができる。
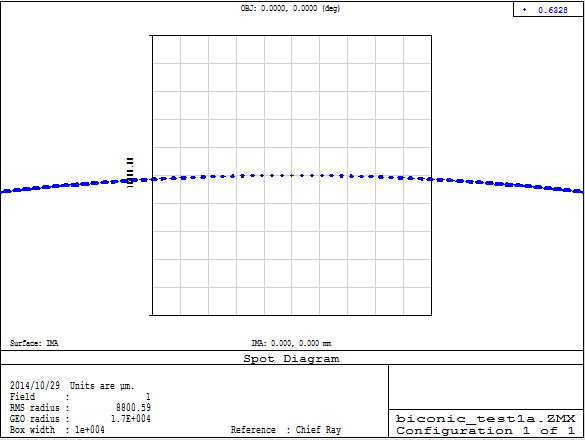
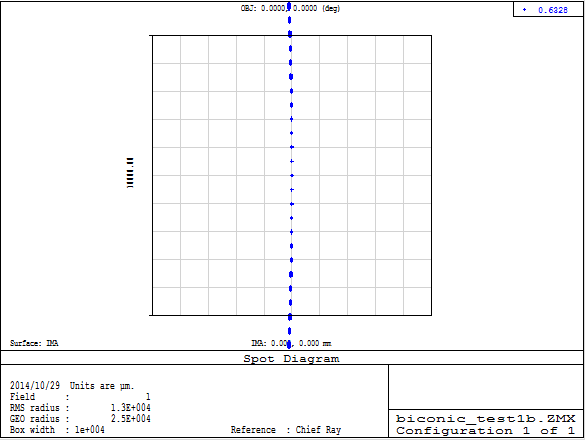
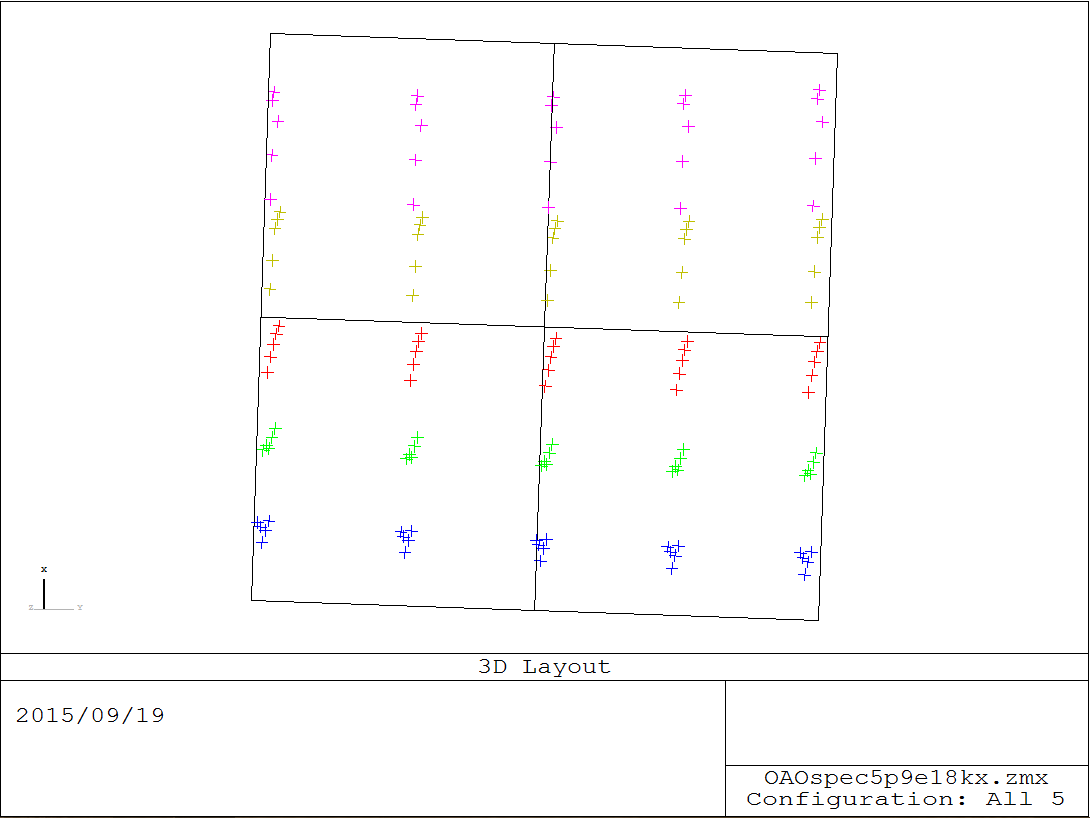
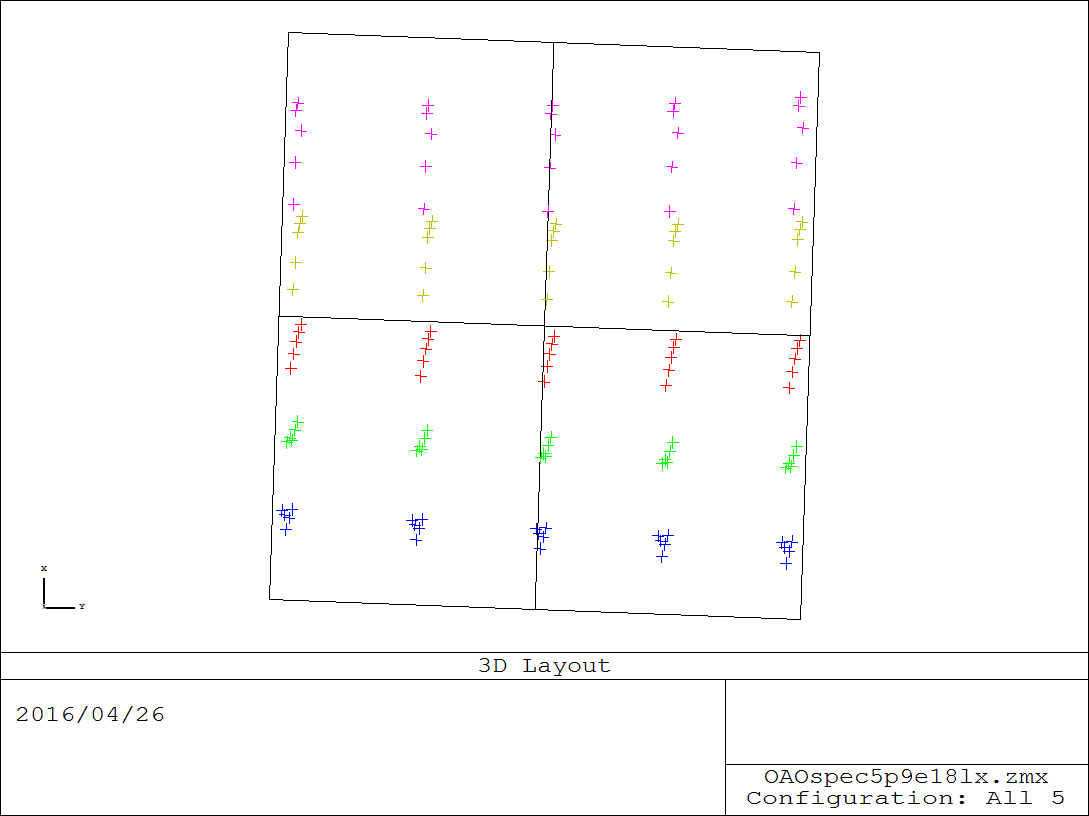
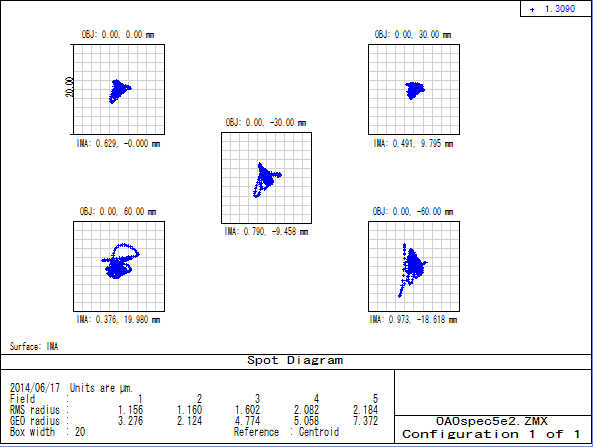
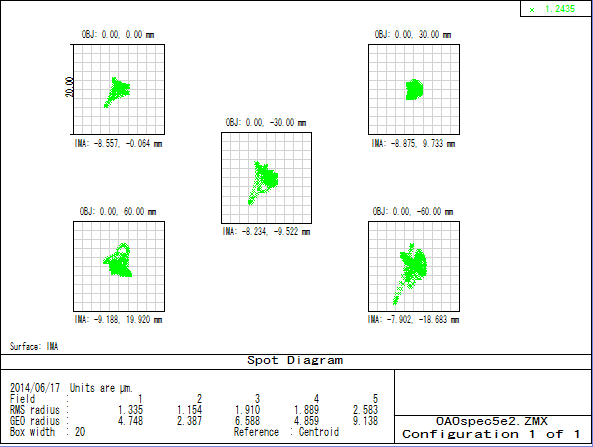
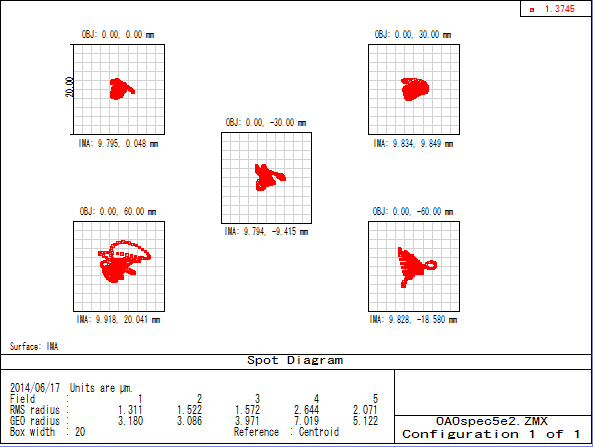
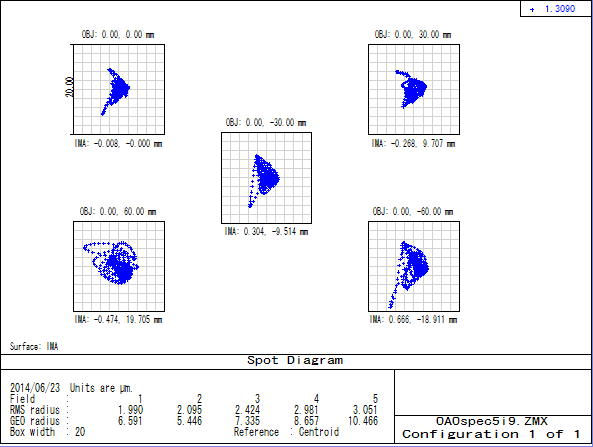
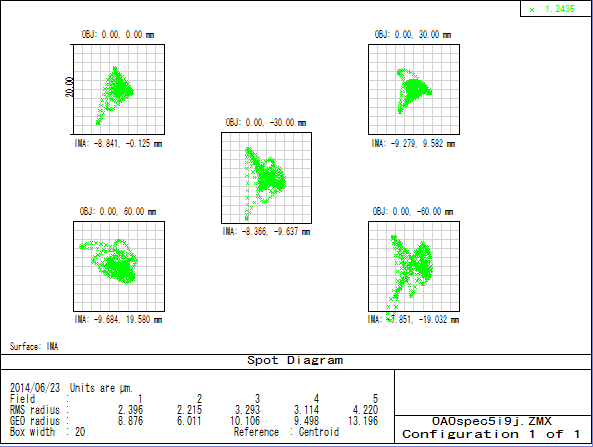
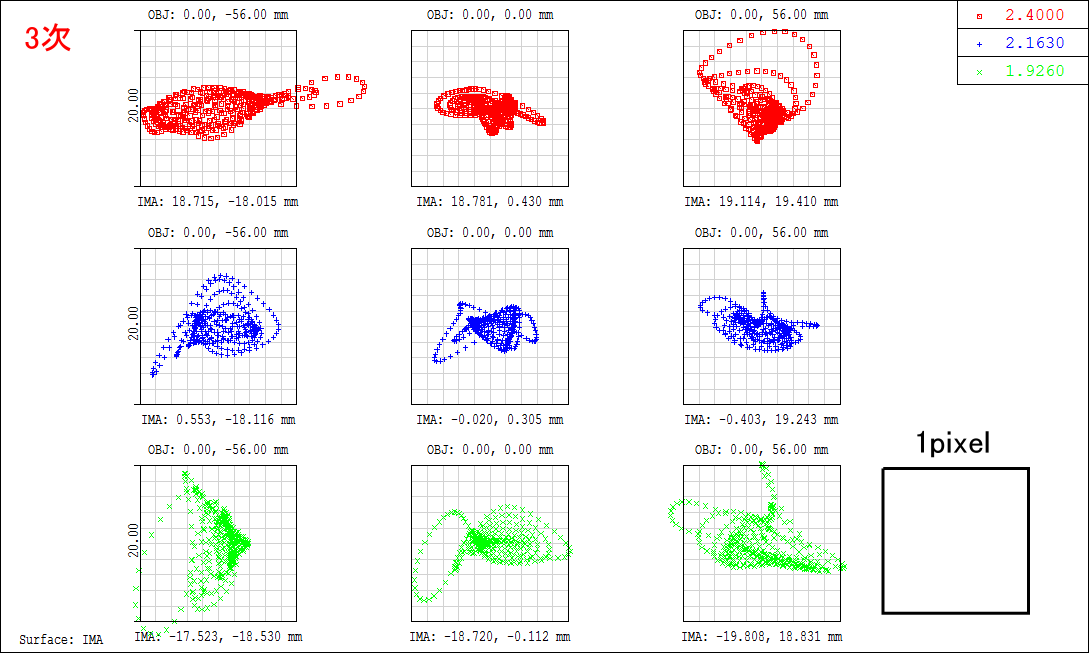
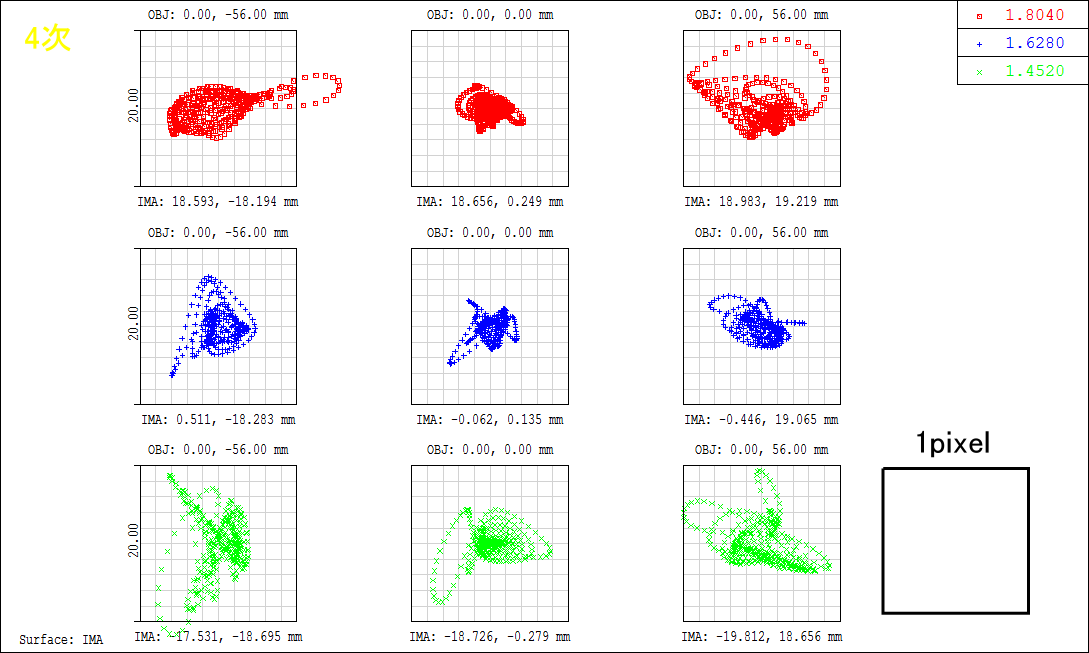
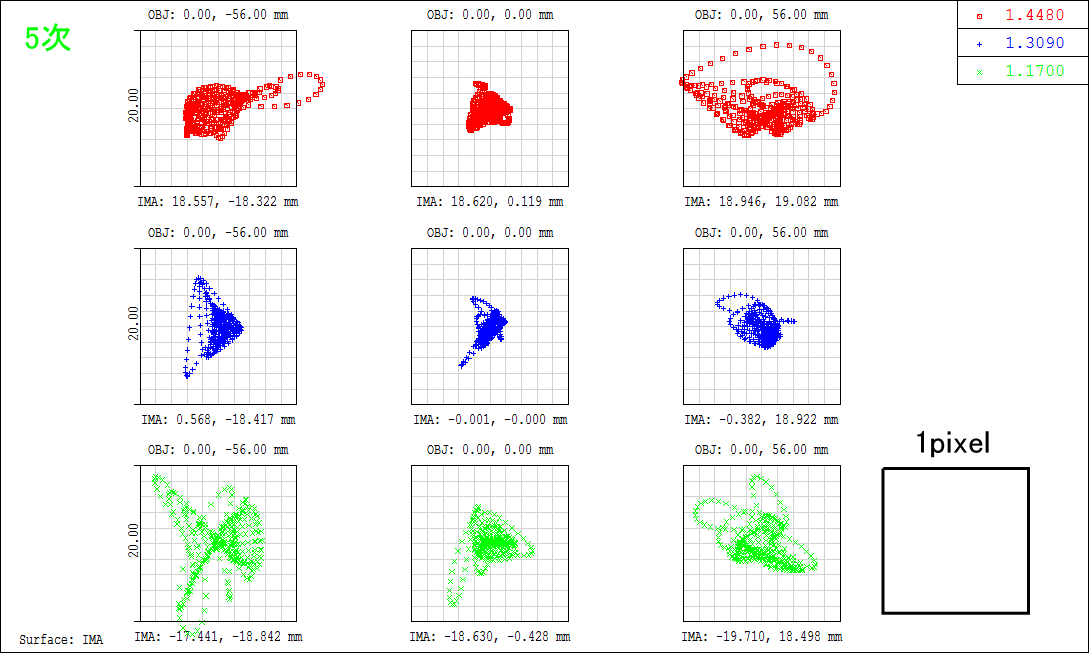
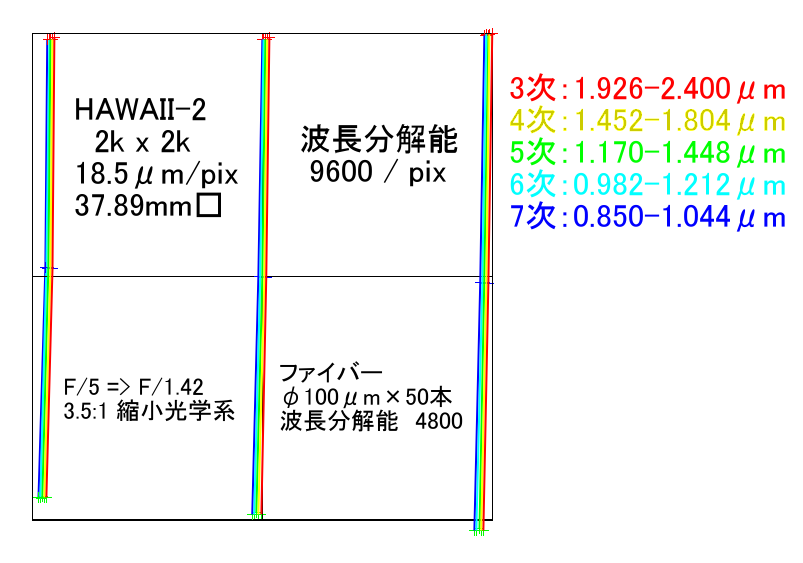
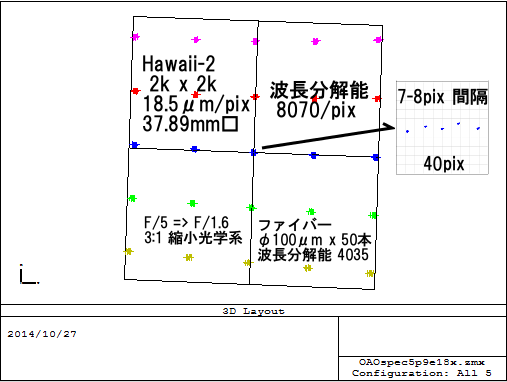
3〜7 次のスペクトルは 7〜8 pixel 間隔で並び、
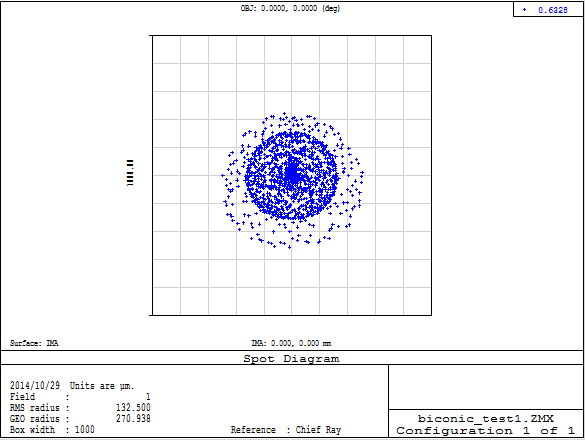
100μm ファイバーの実像サイズは直径1.8pixel で、
ファイバーコアのサイズは 100μm(0.9") で、レーザー波長での望遠鏡回折限界像のサイズ 0.042" の 21.5倍に相当する。これを回折格子を含む7つの光学面に均等に振り分けると、√7で割って 8.1倍、すなわち反射面の面精度は4λで良いこととなる。上述の通り、この光学系の凹面は全て楕円面の biconic であるため、軸に沿った光学的な形状確認が可能である。 最終面の確認例
|


●その後の修正熱膨張係数の小さい溶融水晶とそれよりも数倍大きい係数を持つ ZnSe をどのように接合するか気にしていたが、海老塚さんより S-FTM16 を使うと回折格子のレジン(エポキシ)との屈折率も近く、ZnSe の熱膨張係数とも近いので張り合わせが可能との情報を頂いた。これを踏まえて以下の点を修正した。
結果は以下の通り。
 プリズム部分側面図 / 3D 図
焦点面 (2.4μm までしか S-FTM16 の屈折率が定義されておらず、
GSolver での回折格子効率計算結果(但し Littrow 配置)
以下はフルバージョンの GSolver で準リトロー配置で計算した結果。
その後、以下の点を変更して計算し直した。
 短波長側でもそれほど効率が落ちない事になったが、実際はどうか...
|
●機械構造の概念設計
ファイル表示のためのDWG TrueViewはこちらで "Japanese" を選択してダウンロード。上記ファイル表示後、"_b" の付く画層を非表示にすることで上記 gif の状態になります。
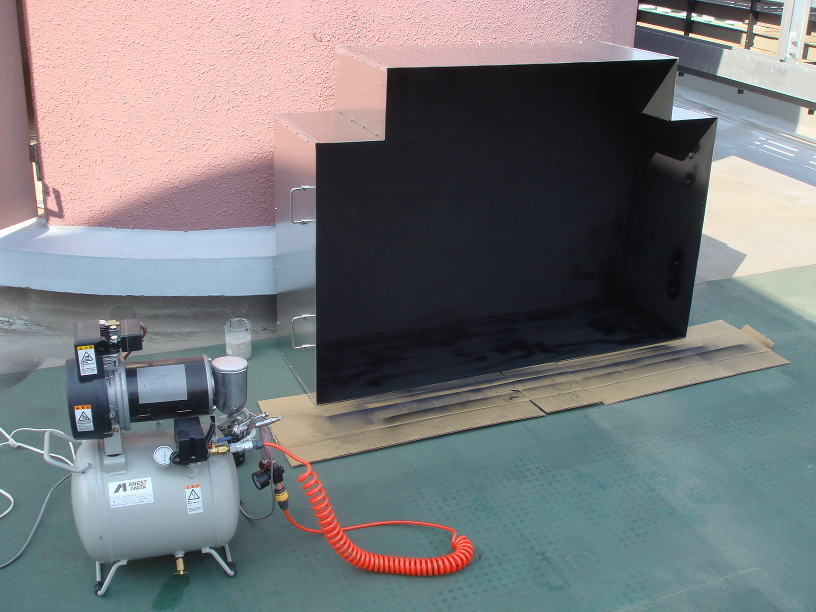
しかし、その後の調査で Vantablack はまだ市販されておらず入手困難、Velvet sheet は Edmund Optics では 32万円/m2なので、最内壁やバッフルを全部張ると100万円を軽く超えてしまう。仕方がないので、市販の塗料で最も黒そうなのを探したところ が良いとのこと。過去に、市販の黒色塗料の近赤外反射率を調査した時の経験では、目視での反射率で受ける印象が近赤外でも同じはずなので、多分、この塗料でも近赤外の反射率は 1% 強程度なのだと思う。これを買ってみることにする。
●調整に必要な精度など個々の光学素子の位置を±0.1mm、角度を±0.02°ずつずらして検出器焦点合わせ後の像サイズへの影響を調べた。+,- での影響の違いはほとんどないが、悪い方の数値を以下にまとめる。
●フィルター(サーマルブロッカー)の置き場所ファイバーは OPTRAN WF を使うとすると、K-band は2.1μm 程度までしか観測できない(将来的にお金に余裕があれば、フッ化物ファイバーで NA の小さいものを特注で製作すれば、それで置き換えて全波長観測できる)。フィルターは、ファイバースリットの直後に入れるのであれば上記設計のままで大丈夫だが、検出器直前に入れる場合は、F 比が小さいので影響が大きく、全体の修正が必要になる。また、フィルターの基板よる色収差は補正できるものがないので(プリズム表面を球面にすれば可能だが...)その分が残り、スポットサイズが若干(~20%)広がる。inner shield の内側への光漏れがないよう完全に遮断できればいいが、それが心配なら検出器直前にフィルターを置く方が堅実。どっちにするか...
焦点面 (2.4μm までしか S-FTM16 の屈折率が定義されておらず、
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
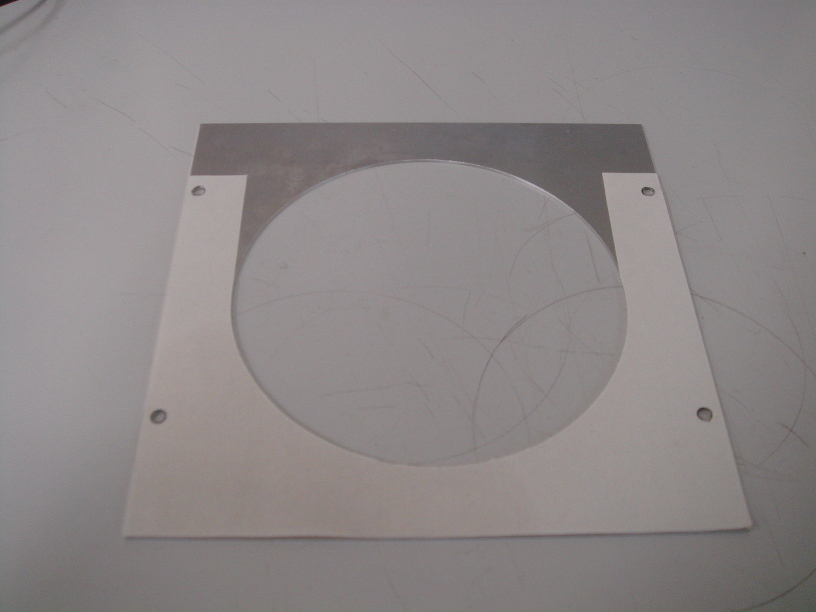
●Mirror #1A+B の形状
赤線の範囲内が光の当たるところ。 境界部分の加工は適当で OK。 面の形状精度は2λ。 面の相対位置精度は、100μm, 0.02°
各面の四隅と中央の10点支持とのことだったので、大体の支持点位置を決めて自重変形を確認した。自重変形のみの値では厚さが 50mm, 40mm の違いは小さいが、研削圧として 6kgw の集中荷重をかけた際の変形量は厚さ 40mm の場合は 700nm 近く追加で変形するため、やはり硝材の厚さは 50mm の方が良さそうだ(50mm でも 200nm 変形するが...)。
厚さ 50mm、変形 20nm 厚さ 40mm、変形 30nm
研削圧として 6kgw の集中荷重を追加
 数値データ (A: ピンク, B: 水色, C: 周辺部)
●Mirror の材質-200℃まで考えると、合成石英が最も変形しにくいのかと思っていたが、CVI Laser Optics のページを見ると、-200℃まで考えても溶融水晶よりも Zerodur の方が膨張係数が小さいというグラフが出ている(このページの下から 1/4 程度の所にグラフがあり、-100℃以下の低温では水晶の膨張係数が負になるということも初めて知った)。クリアセラムの場合は、カタログ に 10K 程度までの積分値が書いてあって、-200℃ではサイズが 4x10-5 だけ縮むようだ(HS よりも通常品の方が優秀)。これなら平均的には 2x10-7/K の変化なので、溶融水晶より良くて Zerodur と同程度(但し Zerodur は膨張)だという事になる。 あとは価格の問題だが、クリアセラムの方が合成石英よりも安かったので、クリアセラムで発注することにした。
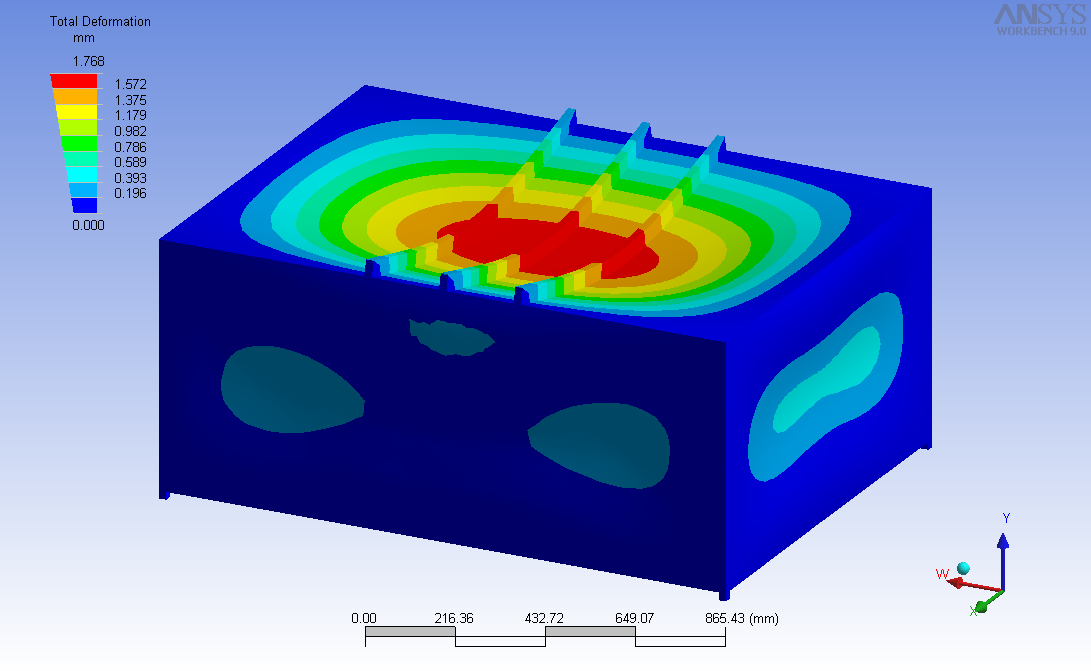
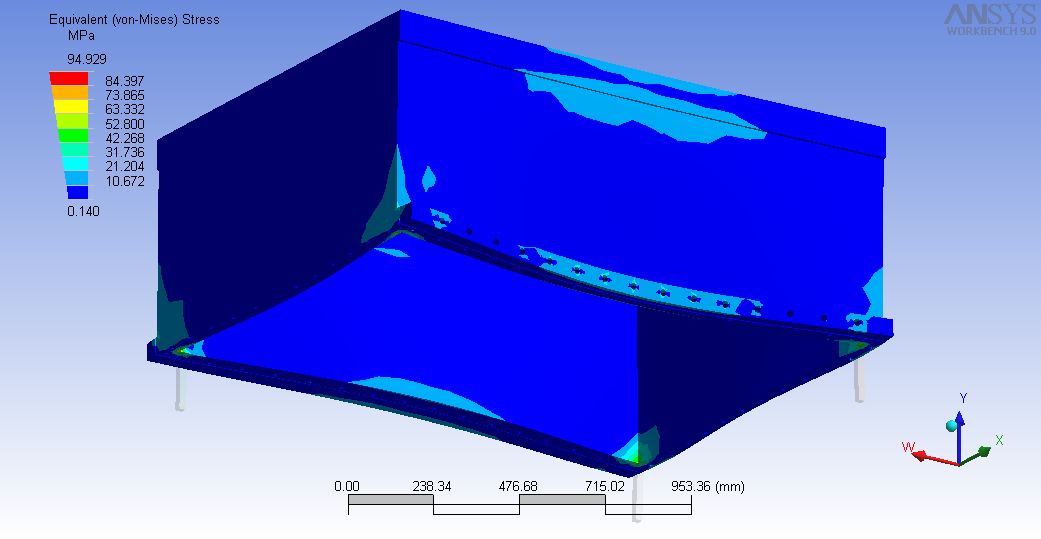
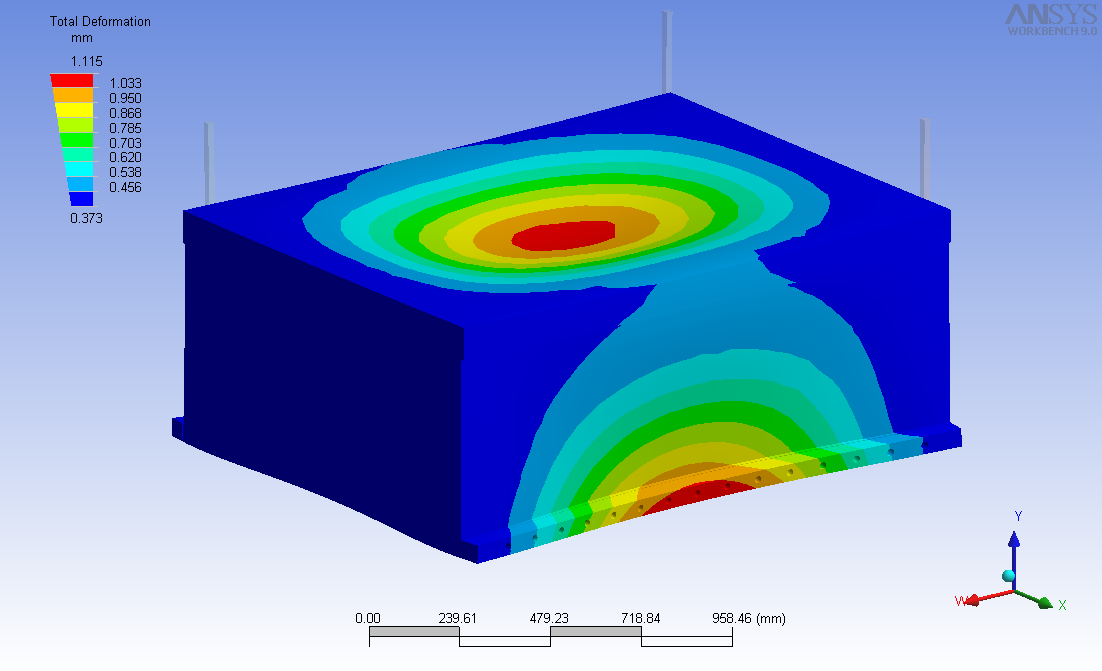
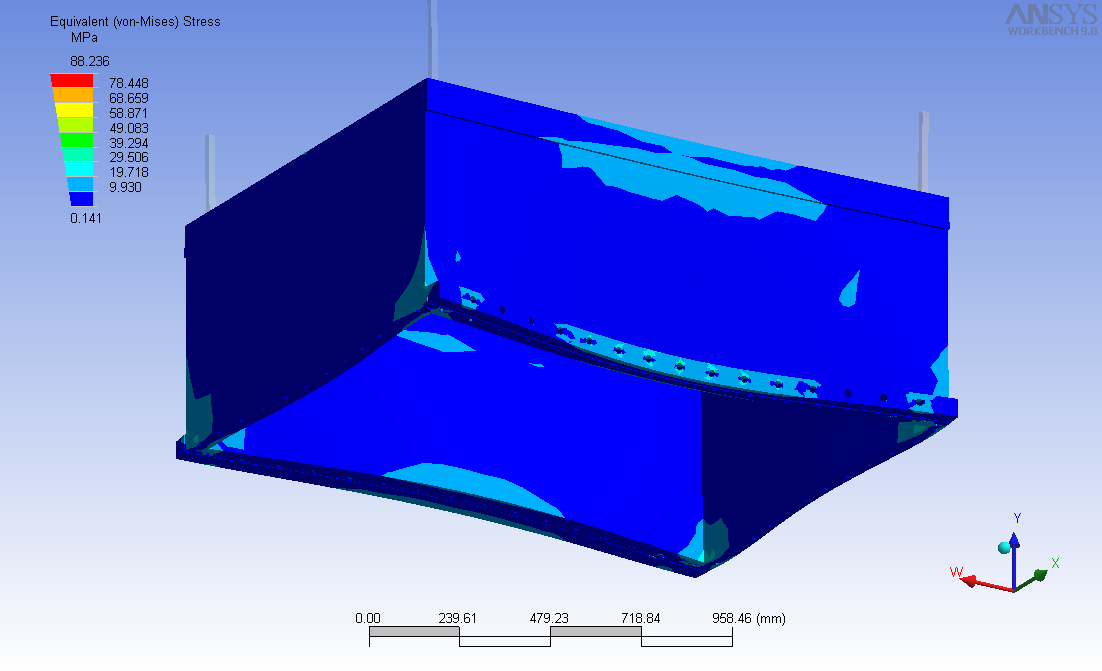
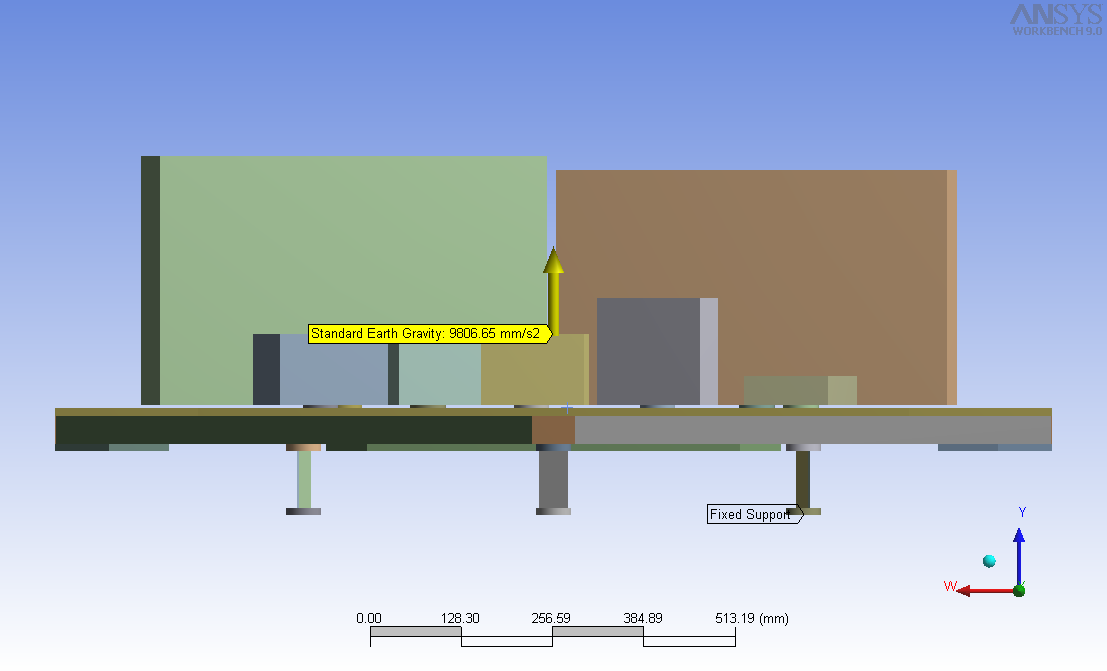
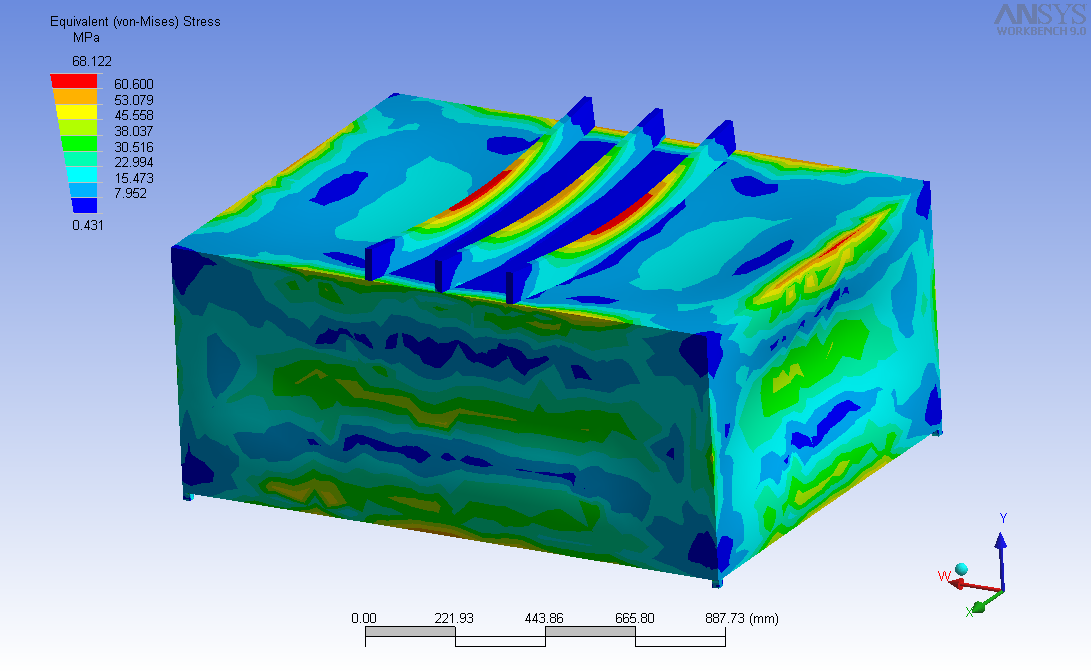
●真空容器の製作に向けて容器図面はここ(側面厚 1cm + リブ付きバージョン)。先端技術センターの岡田さんにも助言を頂き、以下の部分を変更。
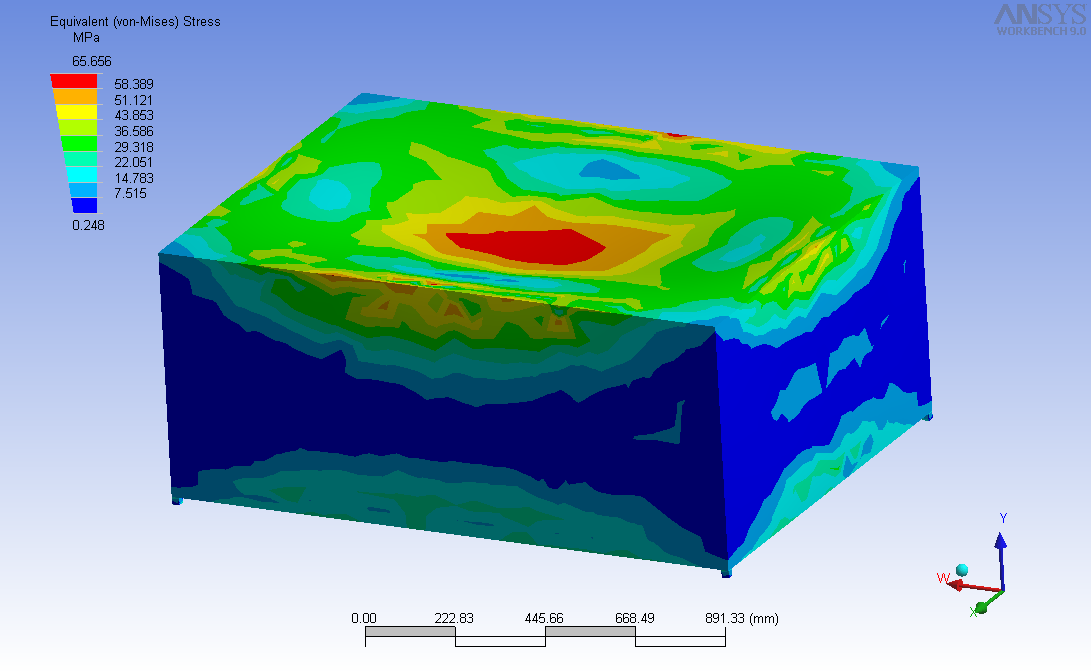
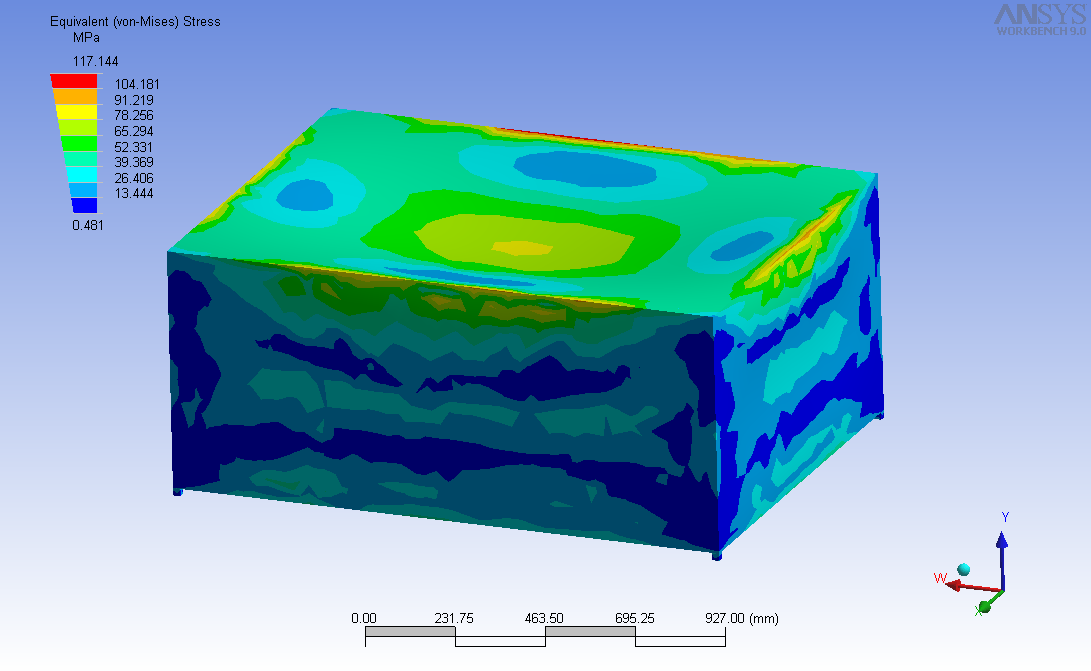
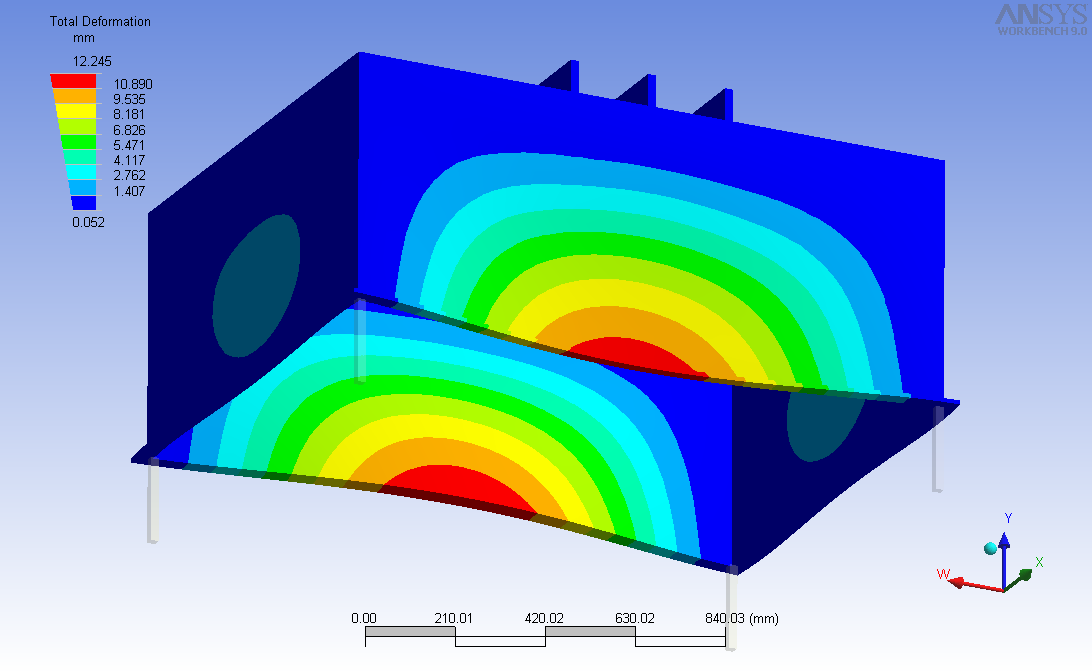
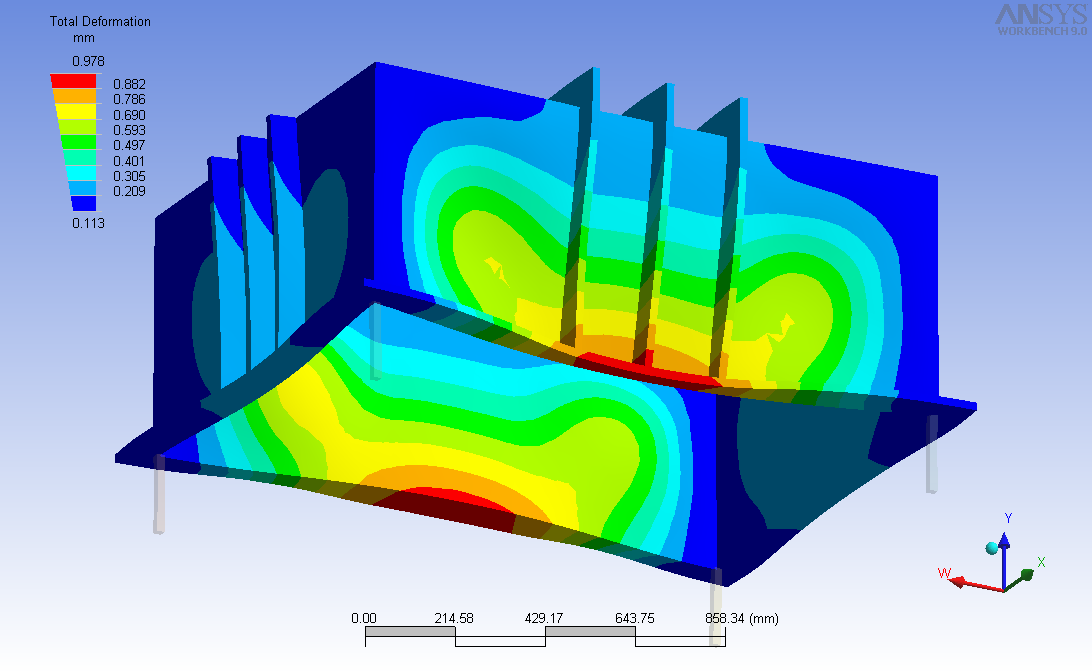
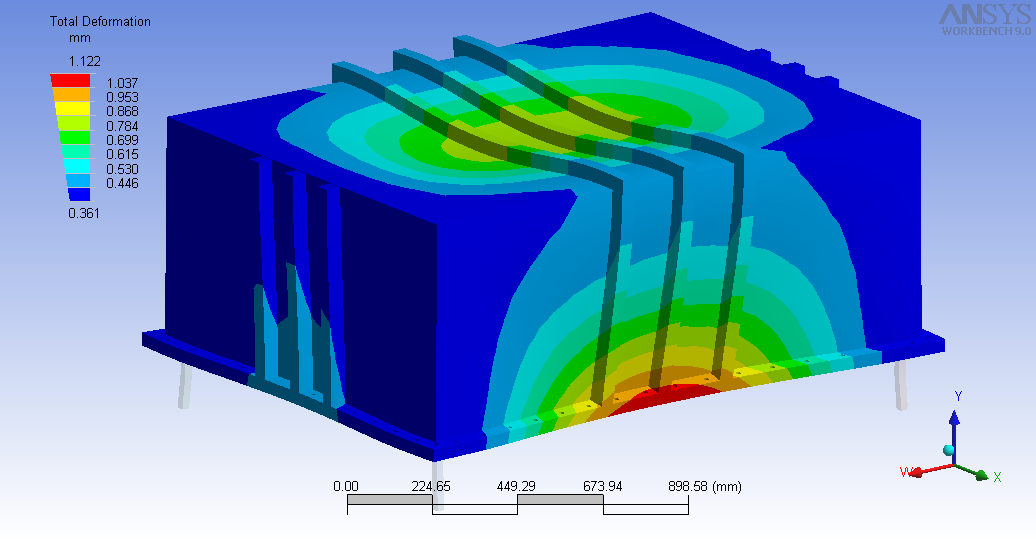
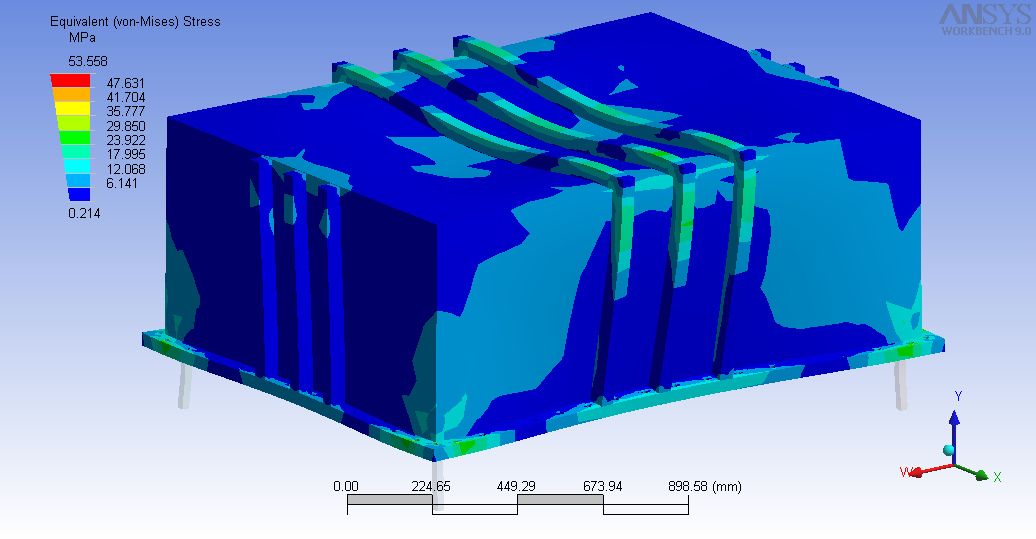
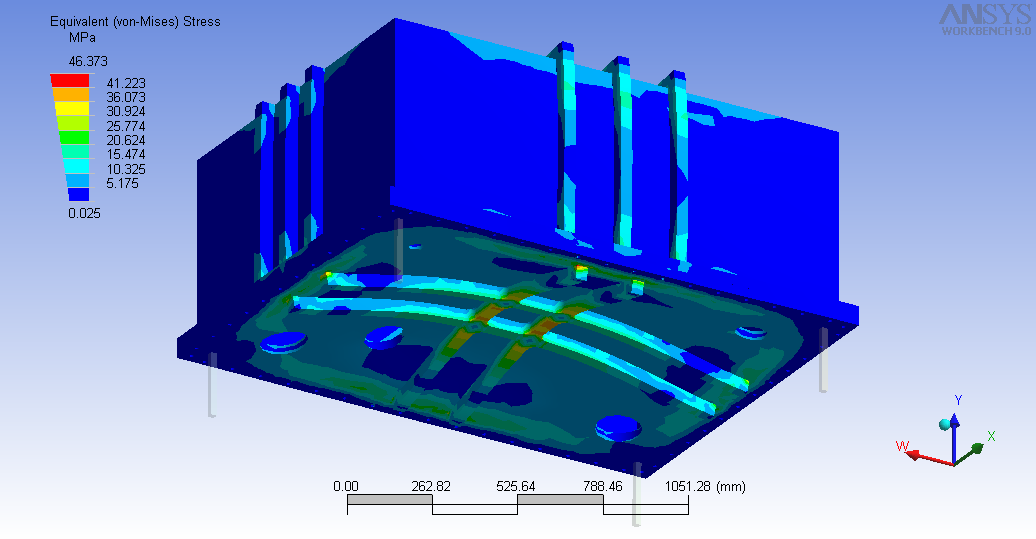
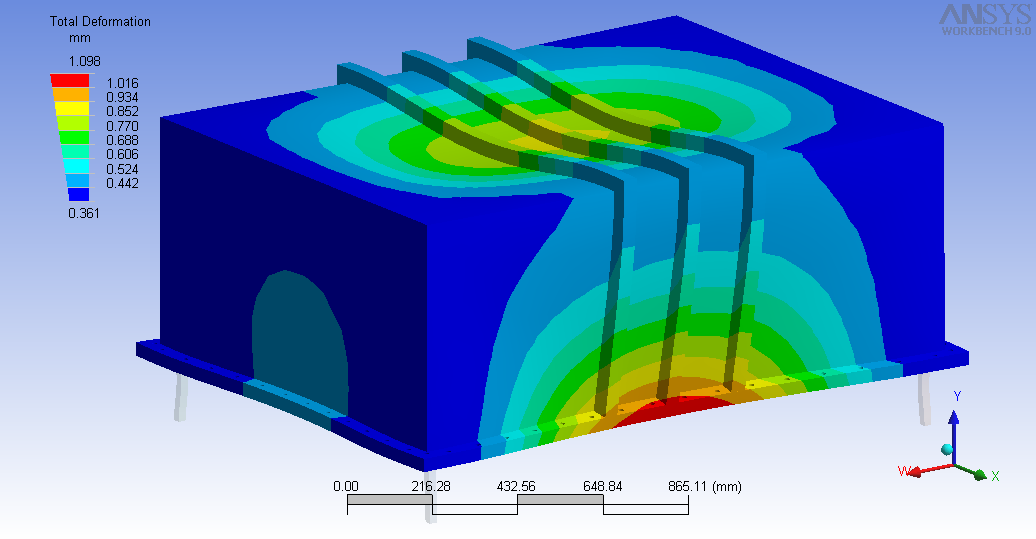
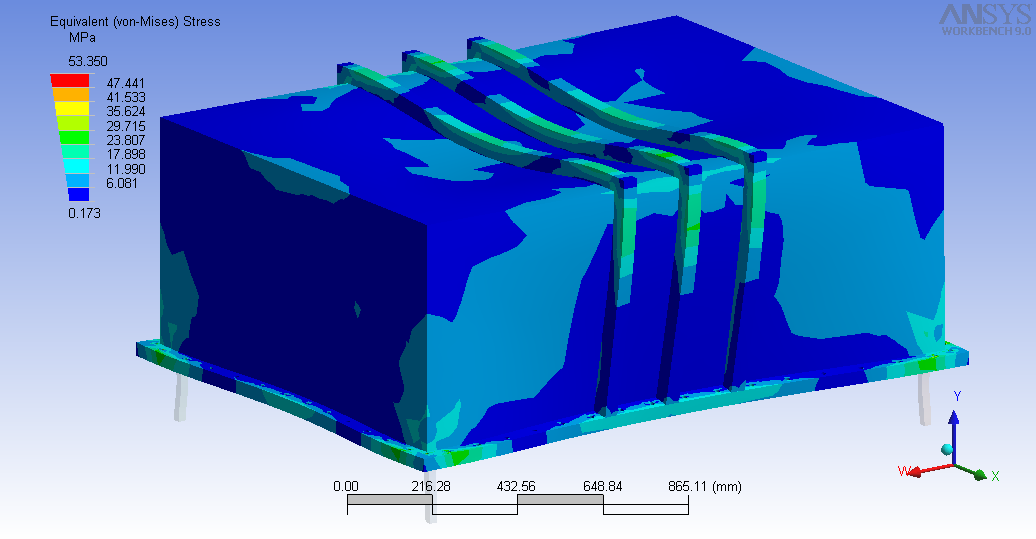
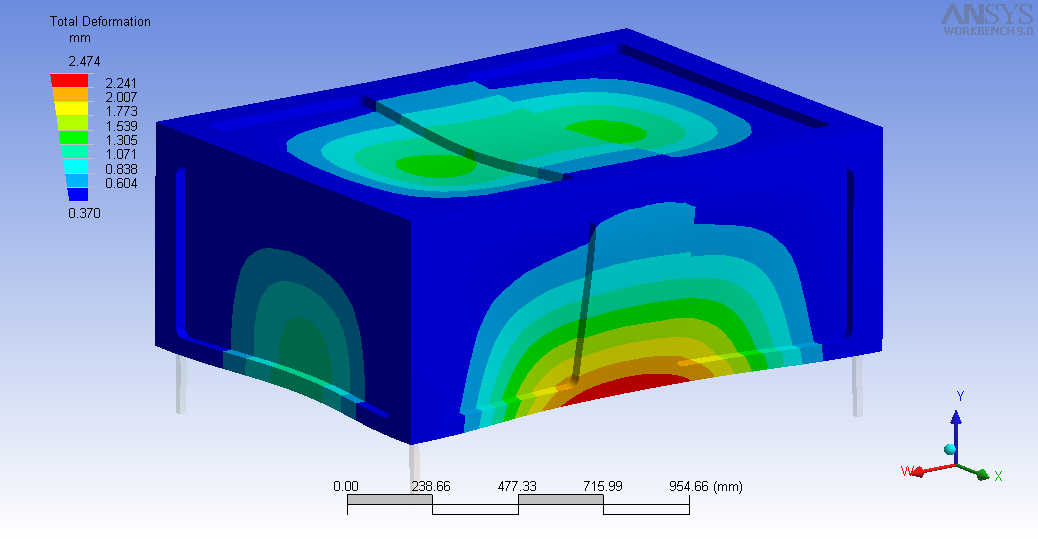
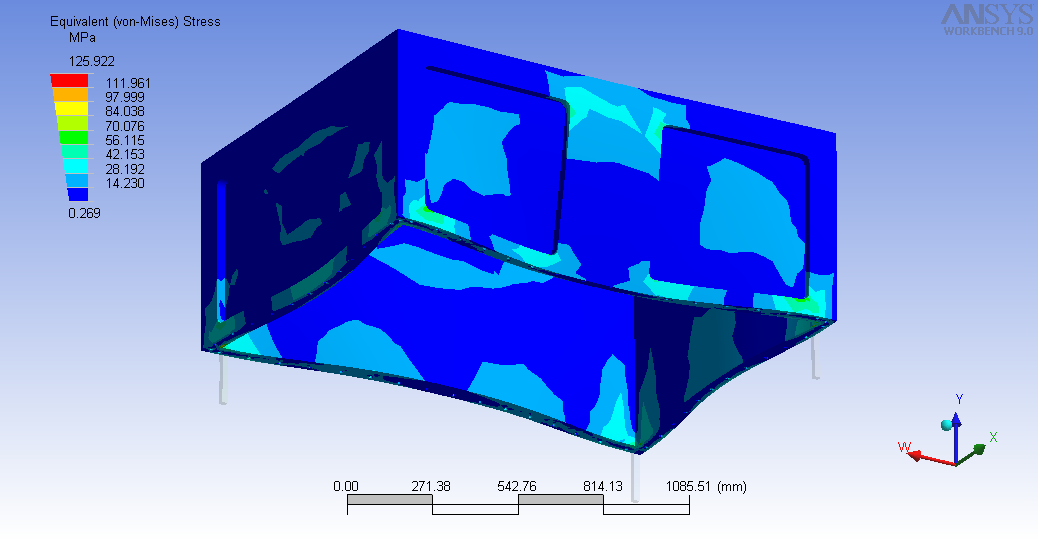
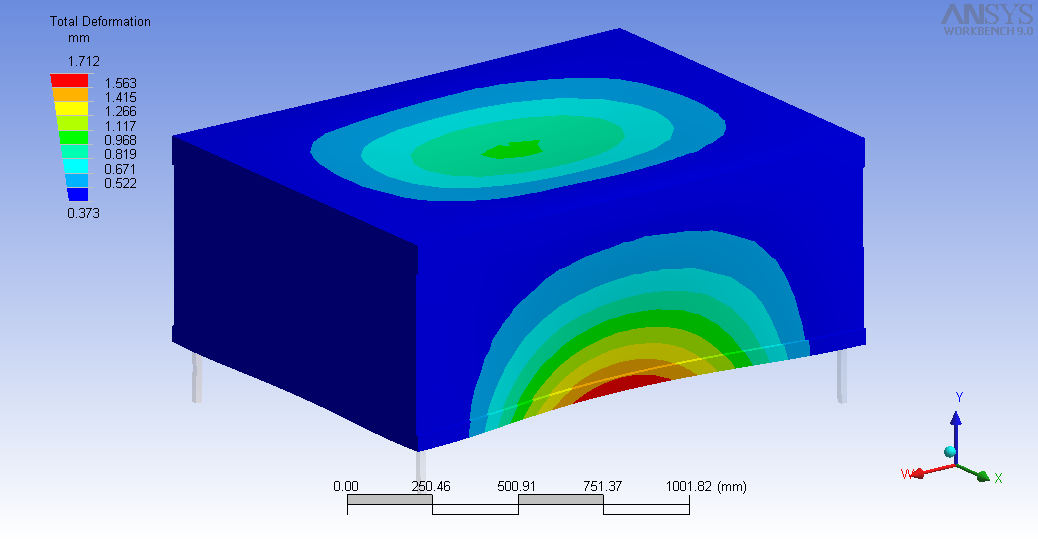
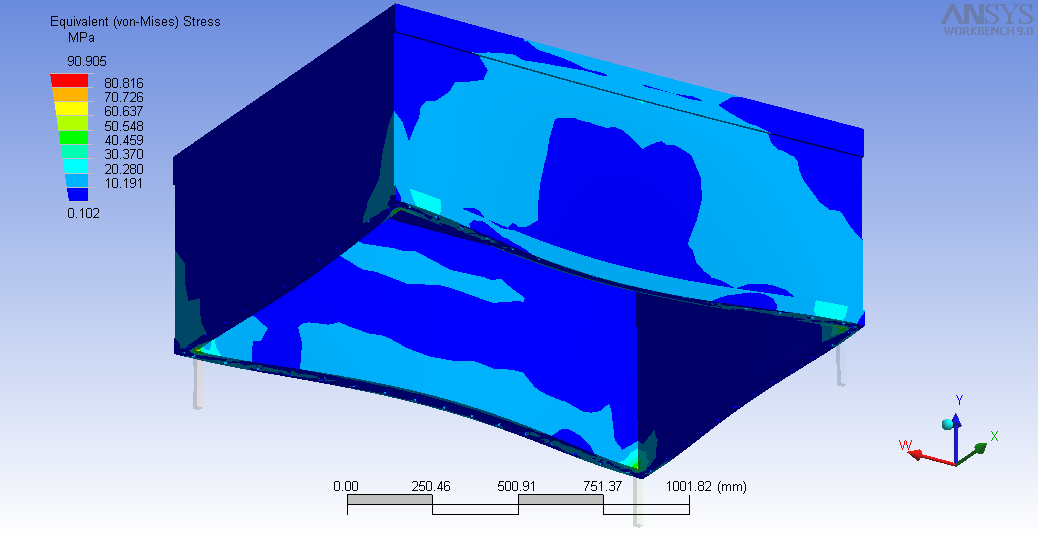
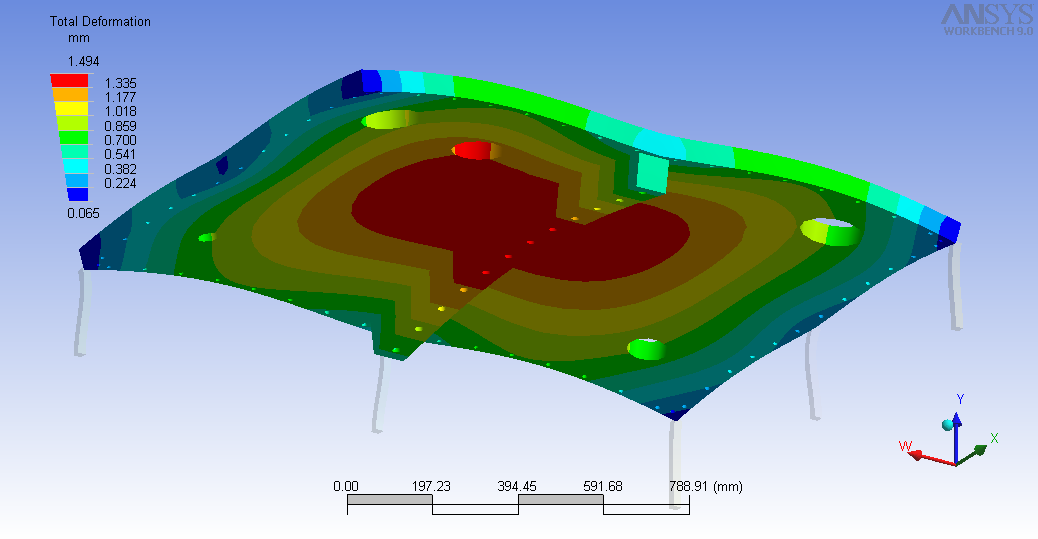
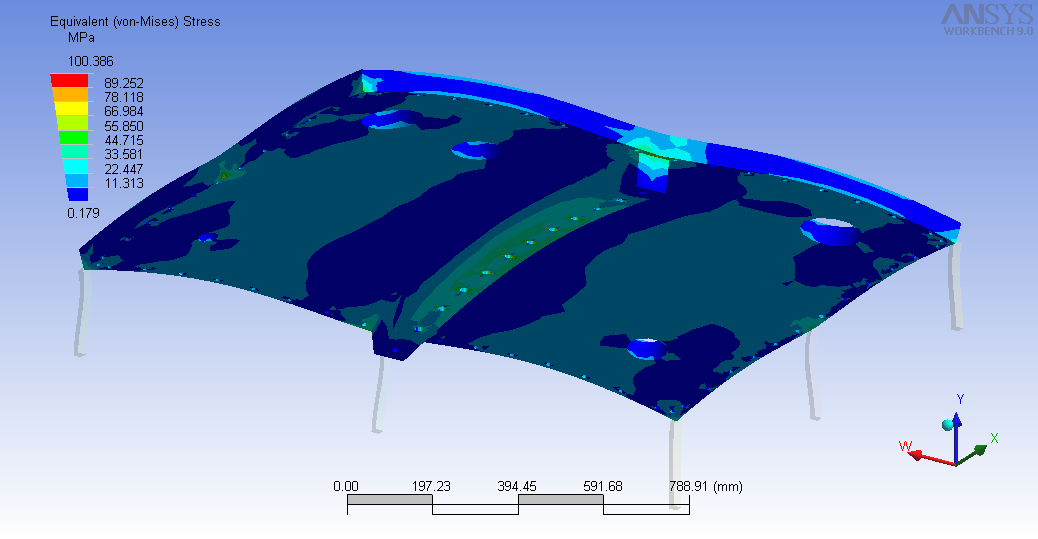
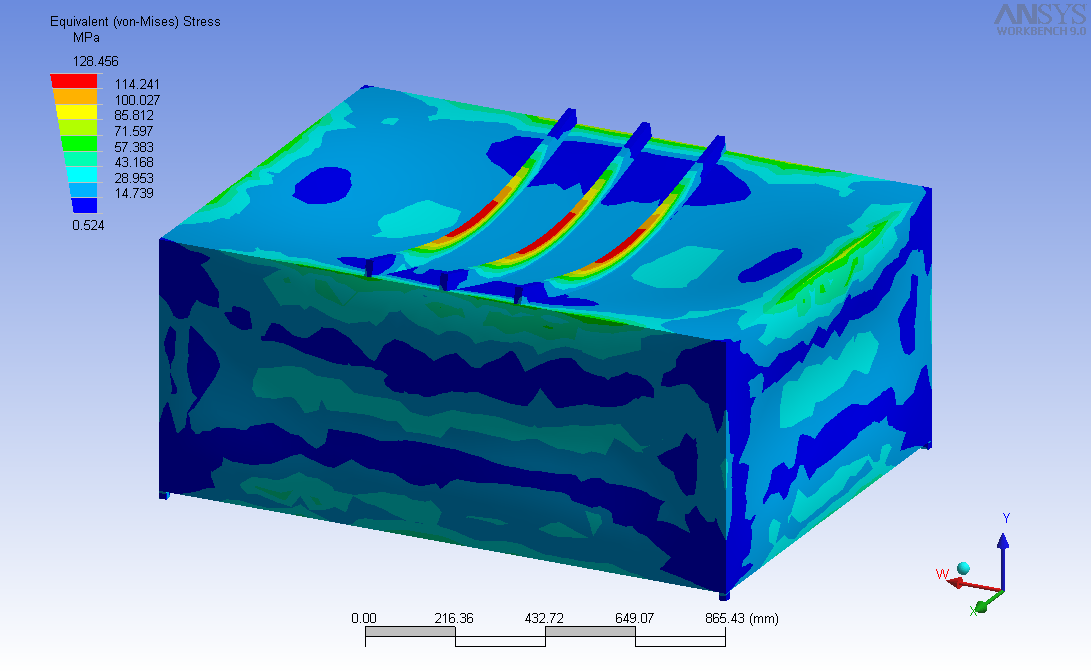
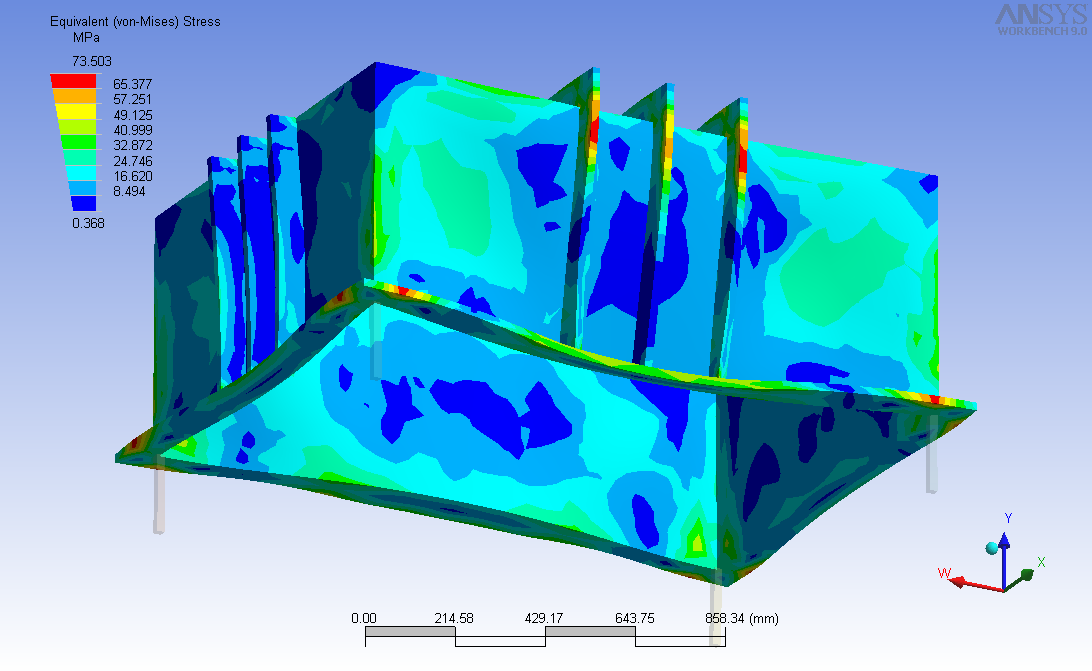
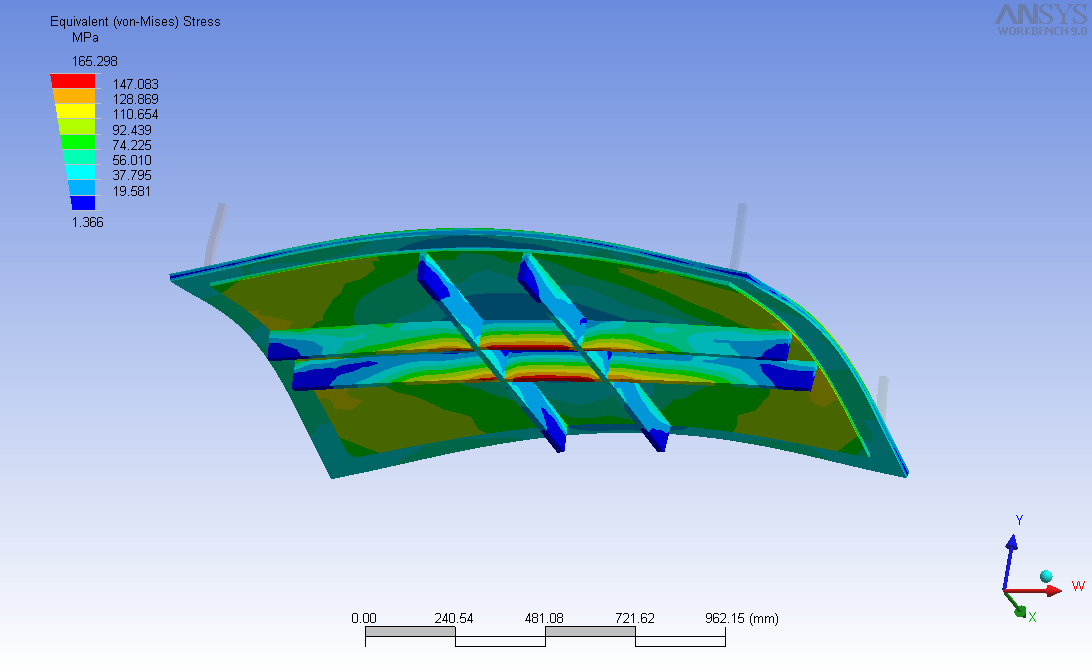
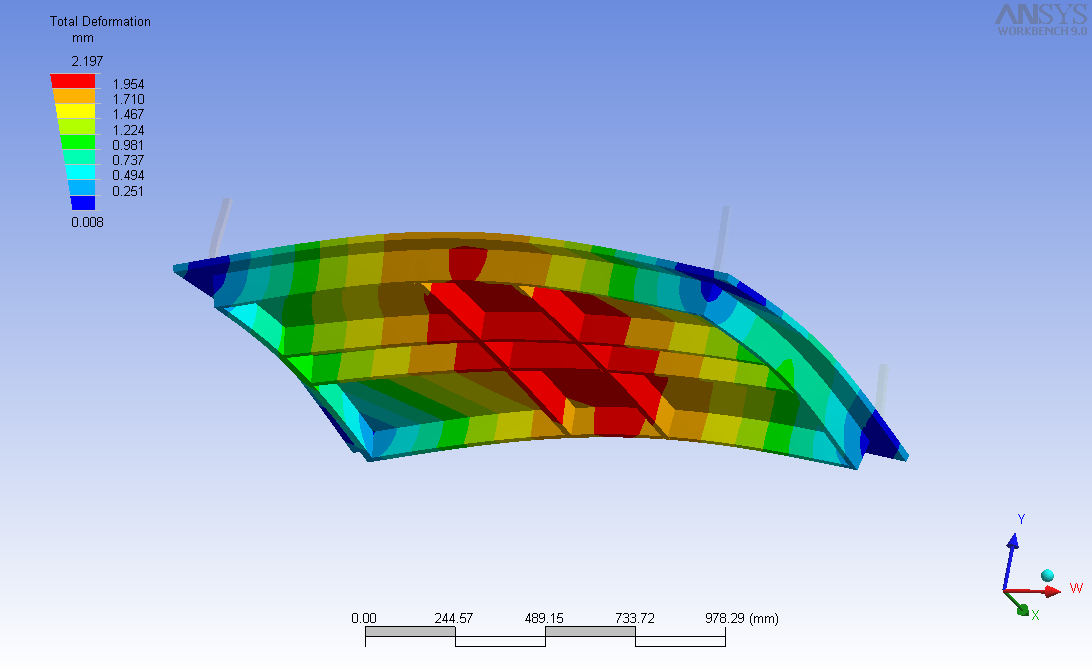
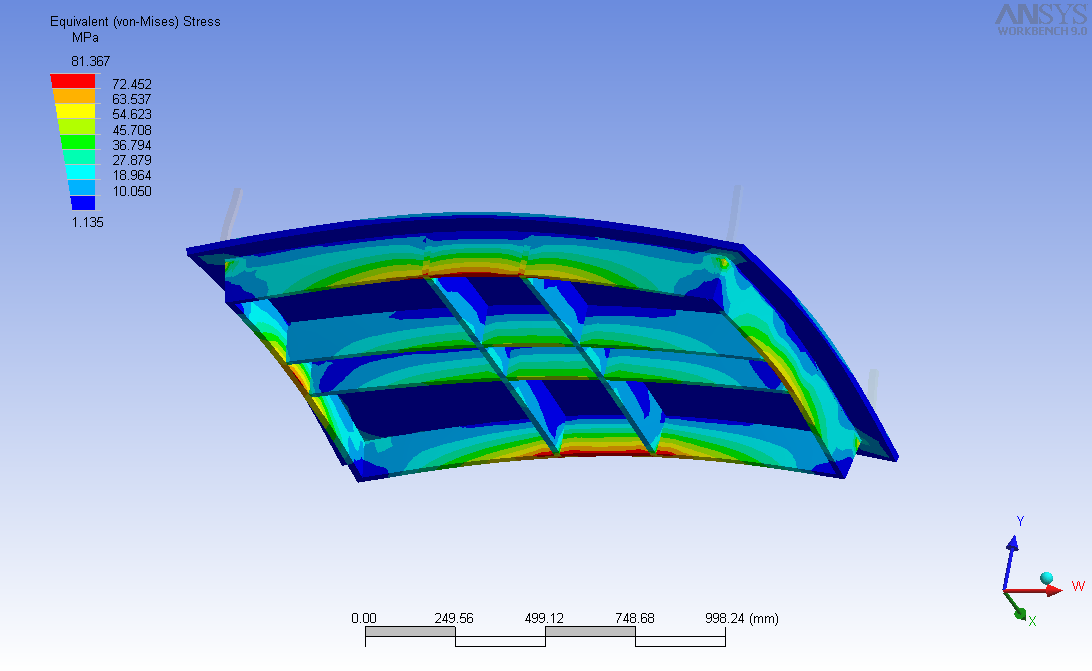
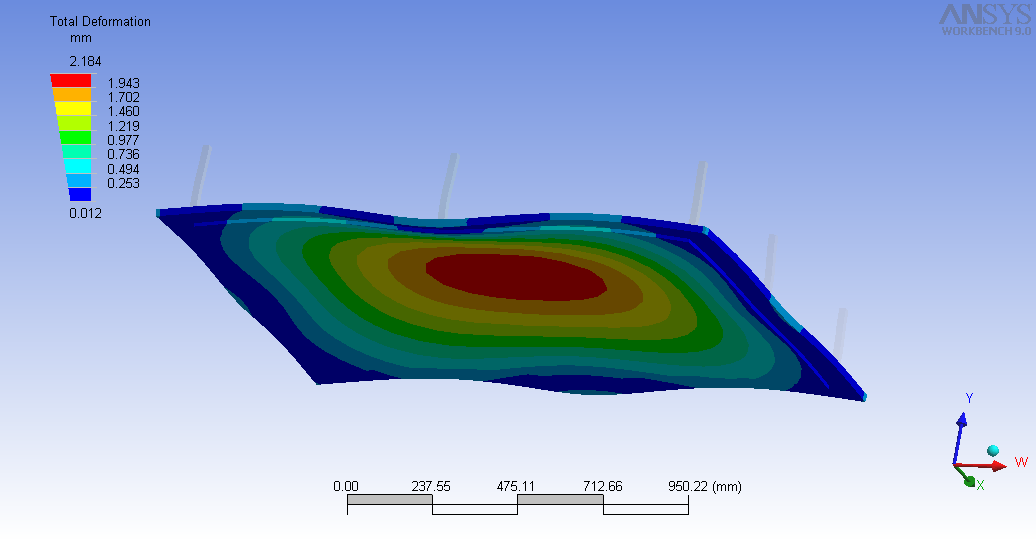
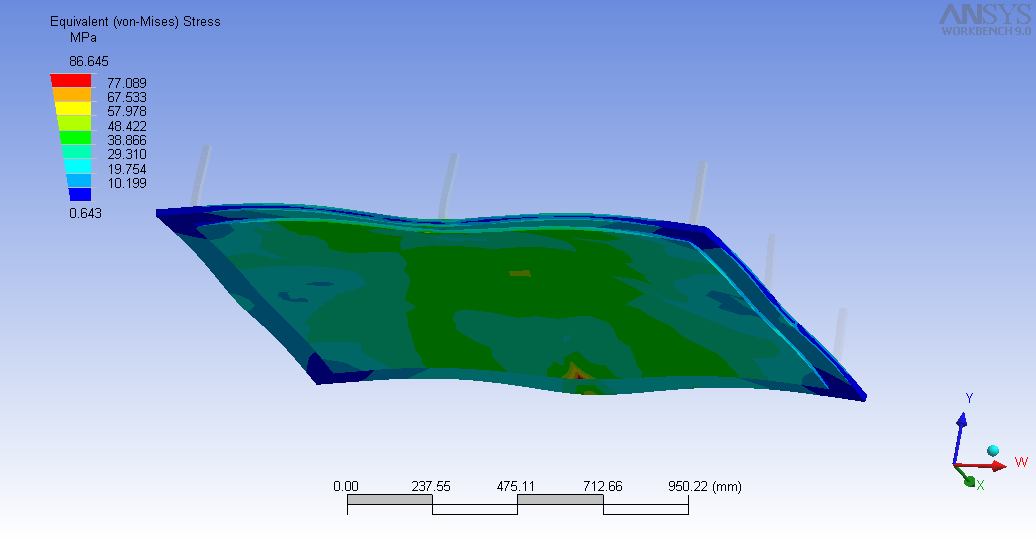
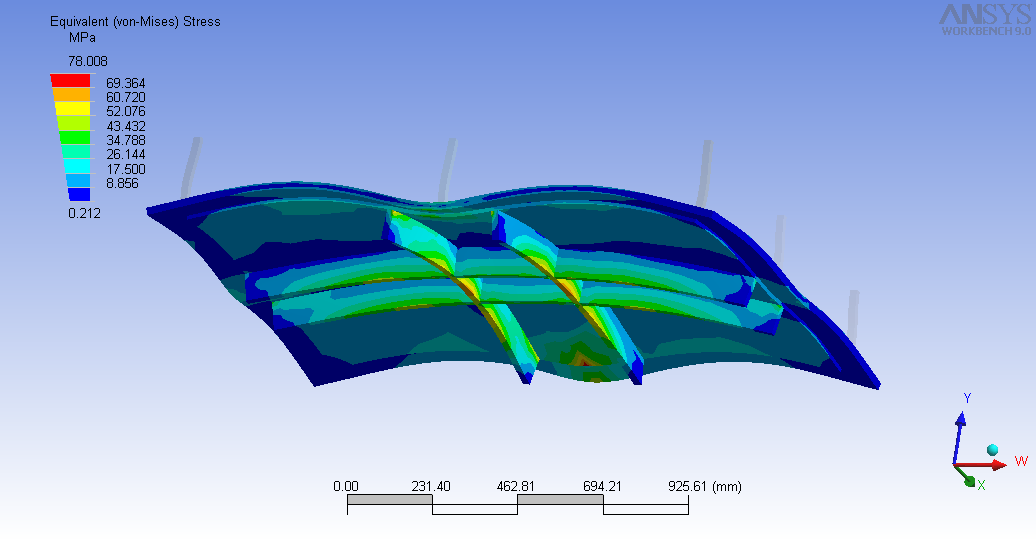
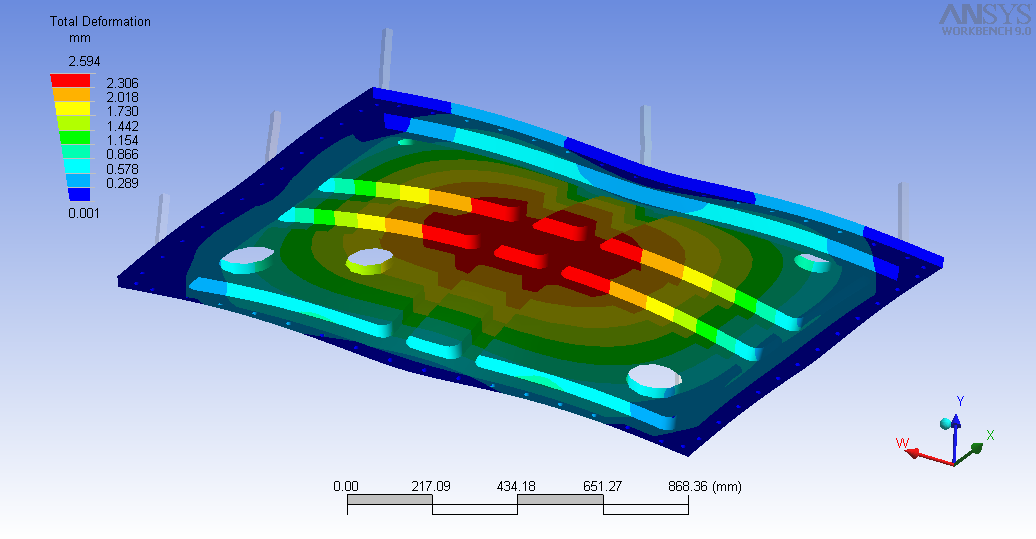
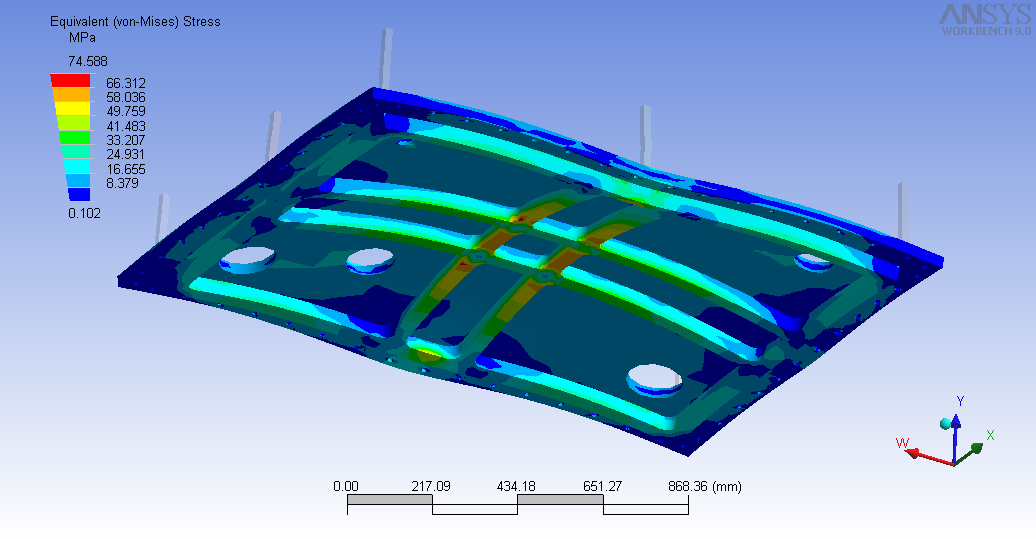
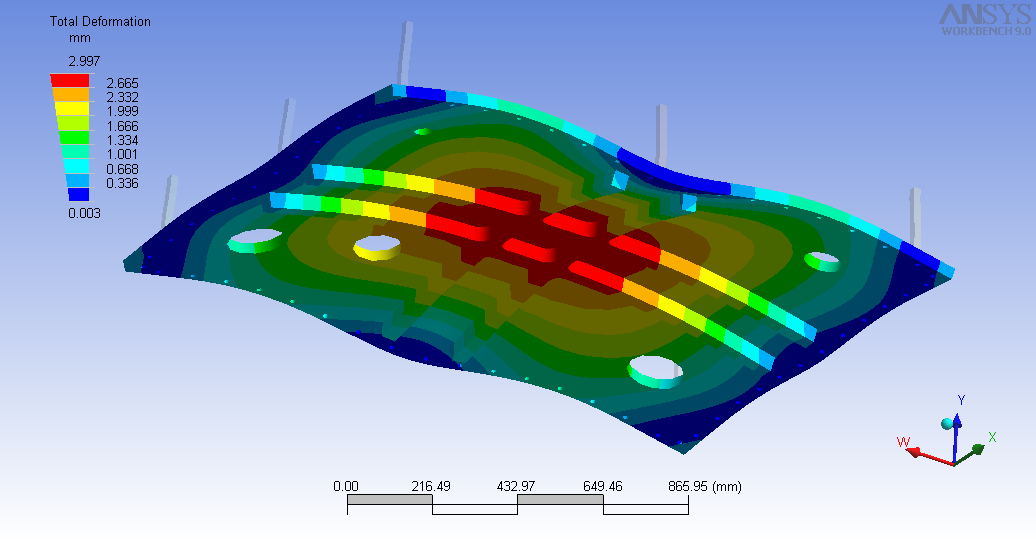
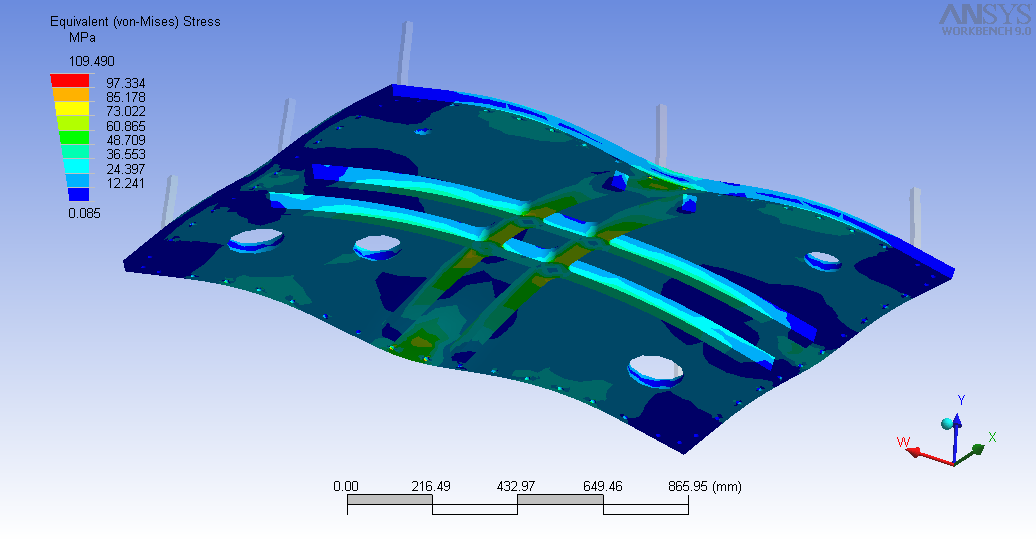
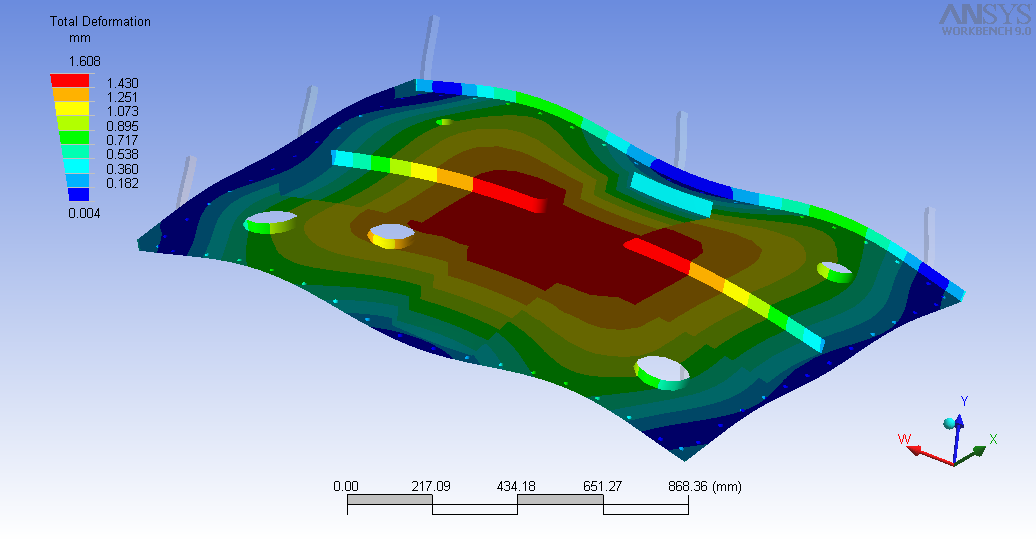
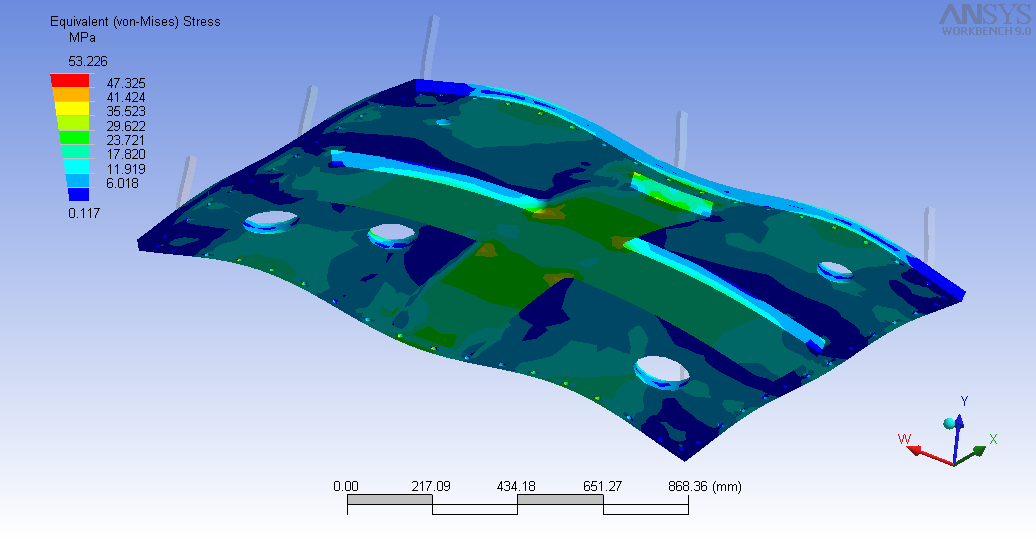
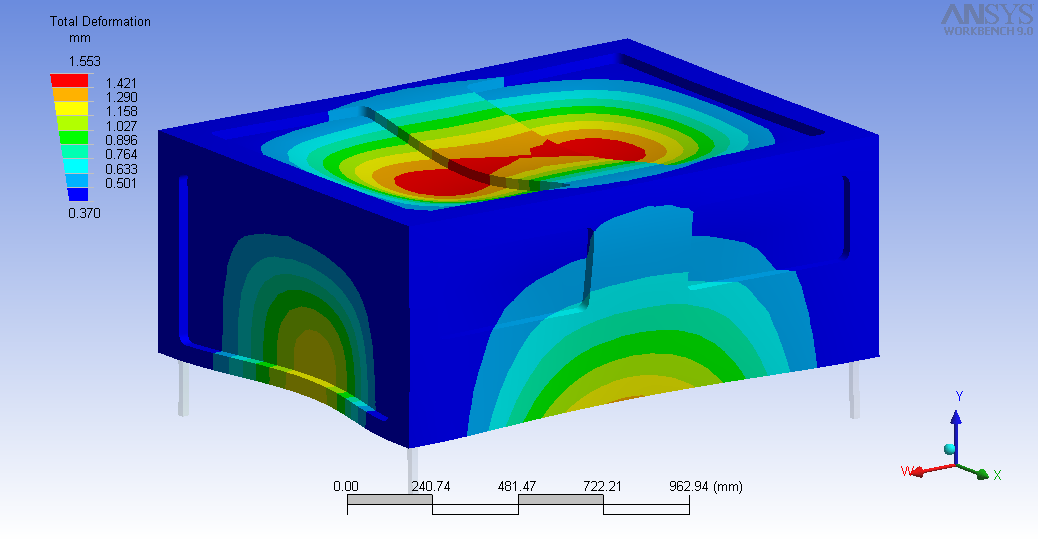
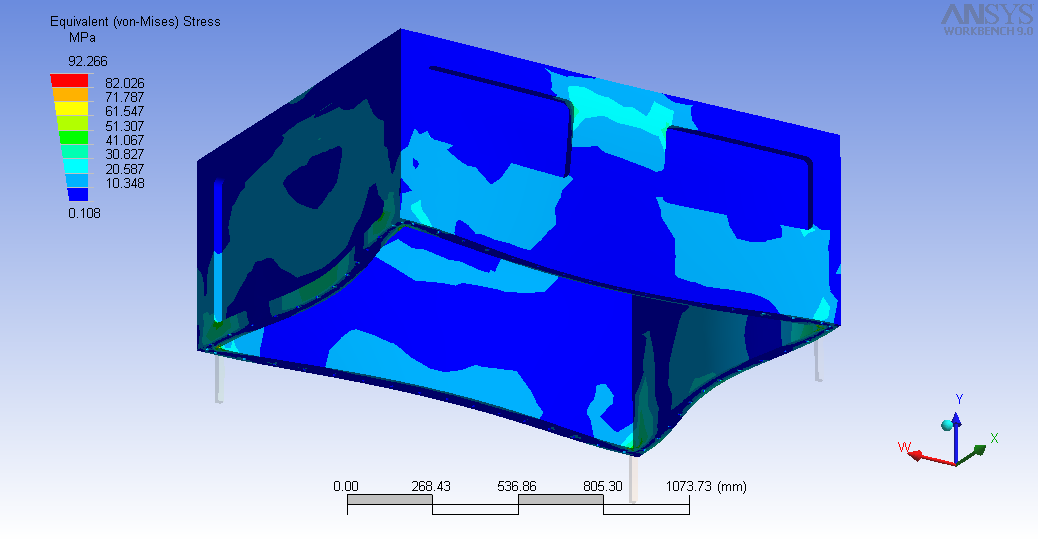
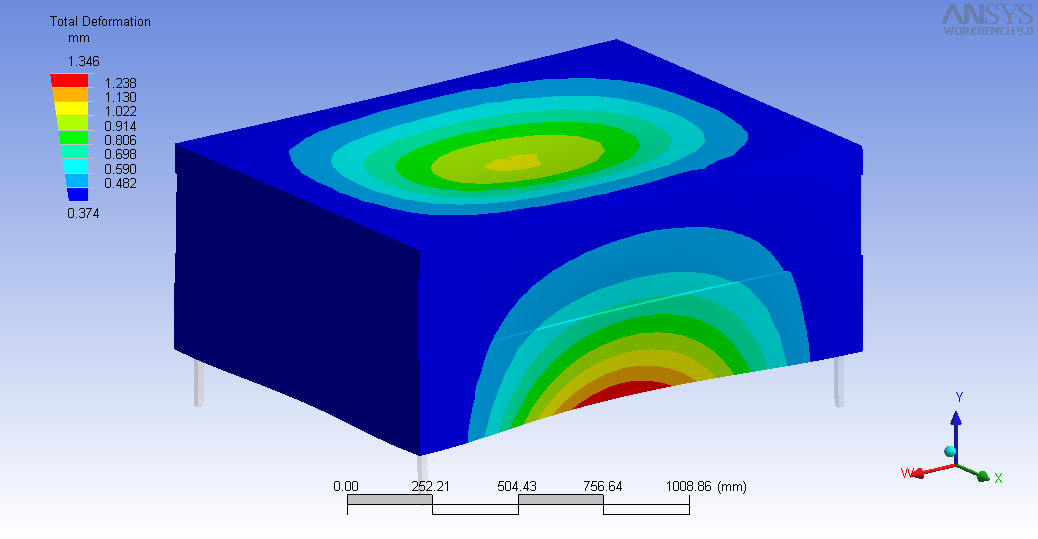
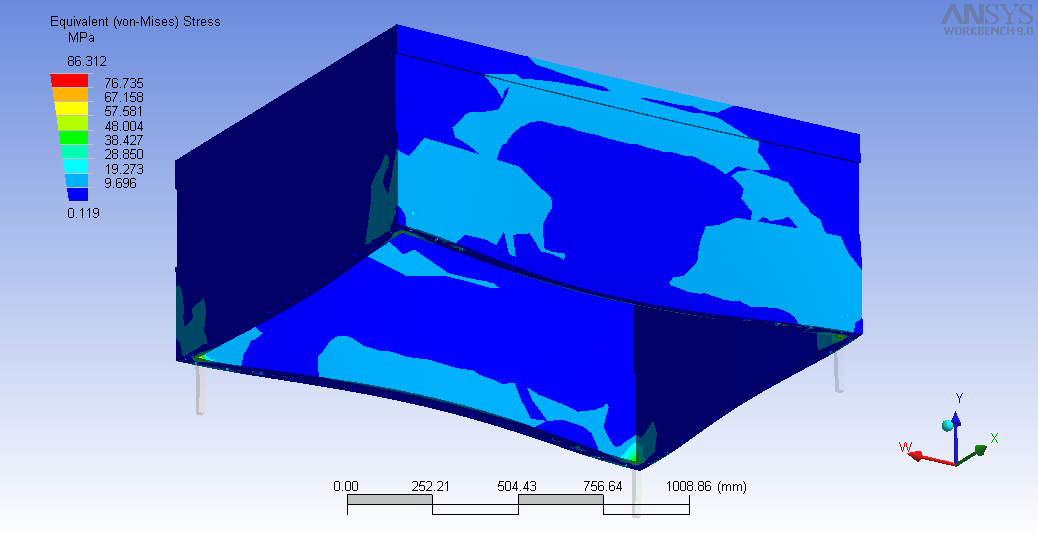
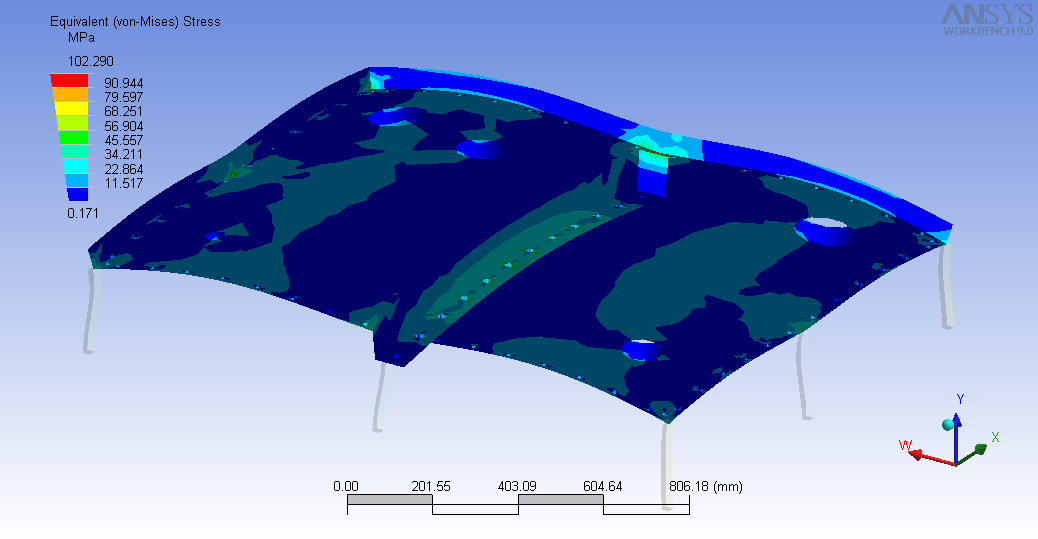
側面は余裕なので軽量化するなら側面。側面を全て半分の1cmにしたもの(500kg)が右側だが、意外にも全体の変形量が1.5倍になった。この程度なら壁面1cm でも大丈夫そう。 最も大型(1t)のリフトラーであればフォークの先の方で支持しても大丈夫という感じだが、大型のものだと 1350mm までしかフォークが上がらないのでやはり蓋の開閉は専用のやぐらをアルミフレームで組んで、チェーンブロックで上下させるしかなさそう。 4.5mm の天板の変形が問題ないかどうかを判断する1つの指標として、ミーゼス応力というのがあるが、ステンレスの降伏点が約200MPaで、これ以上の応力がかかると元の状態には戻らなくなる。以下が、上記2つの場合のミーゼス応力の分布。どちらも降伏点まで達する事はないので、大丈夫そうだ。
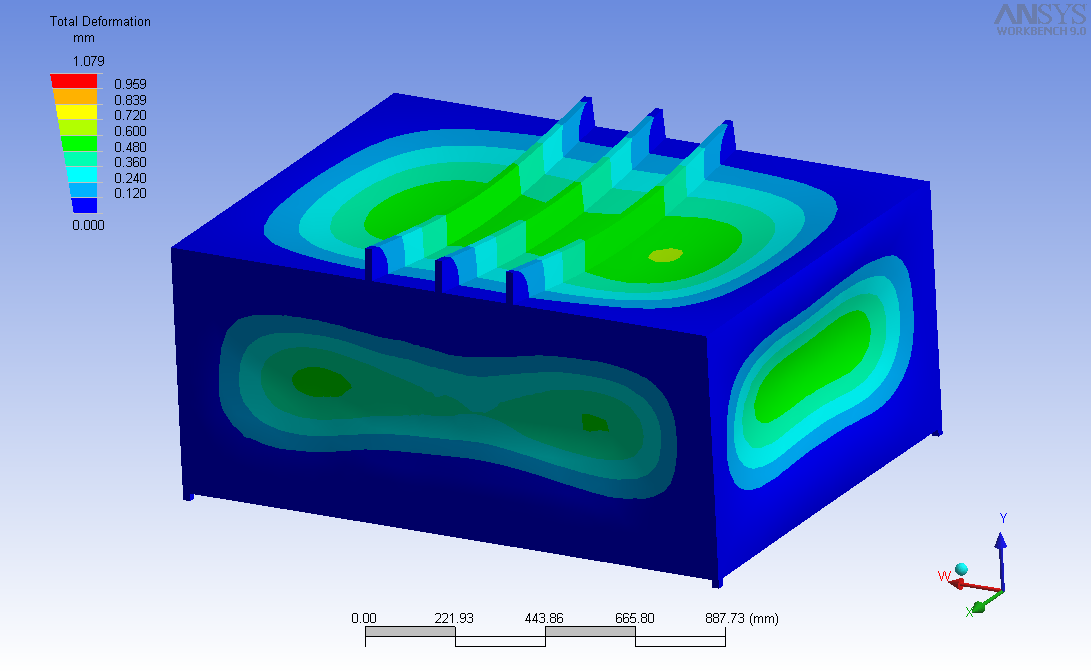
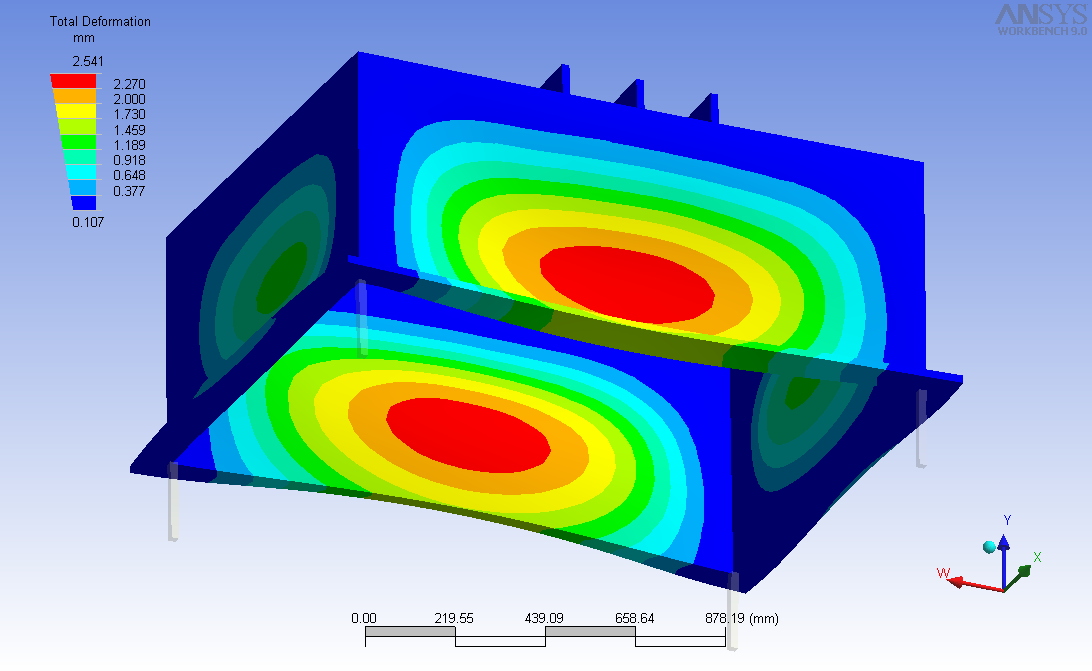
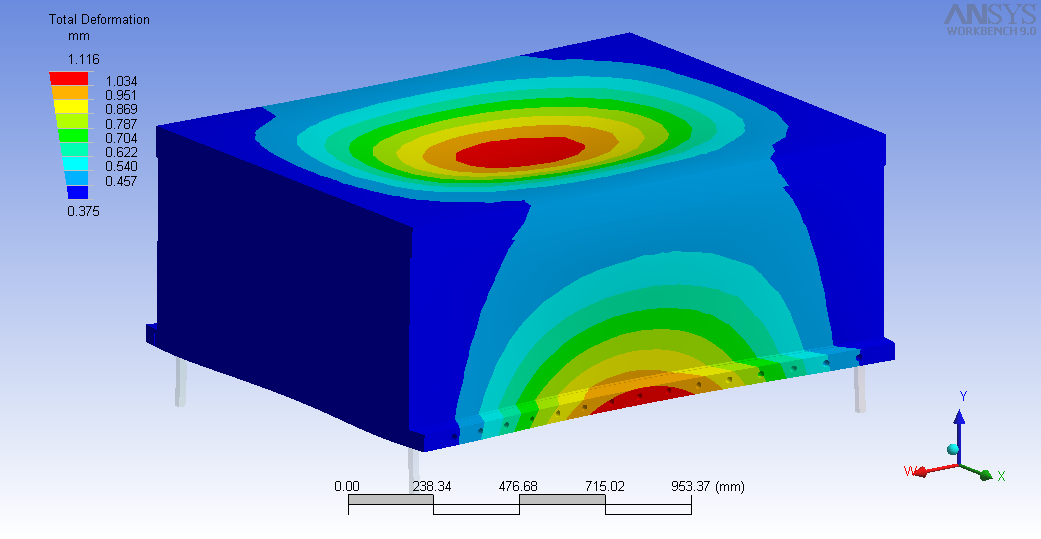
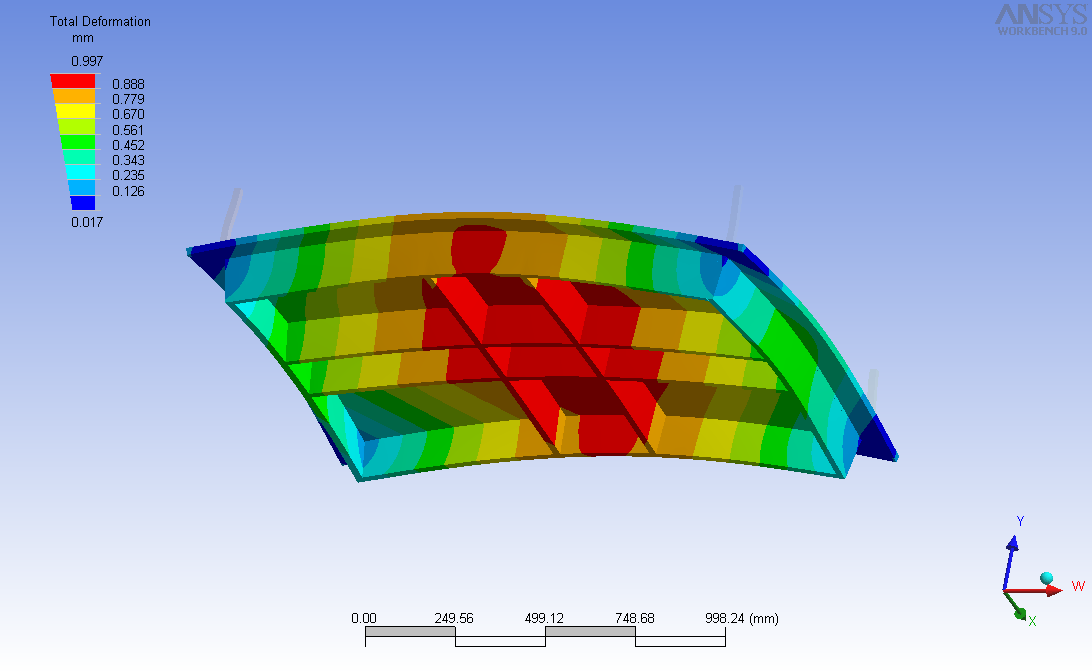
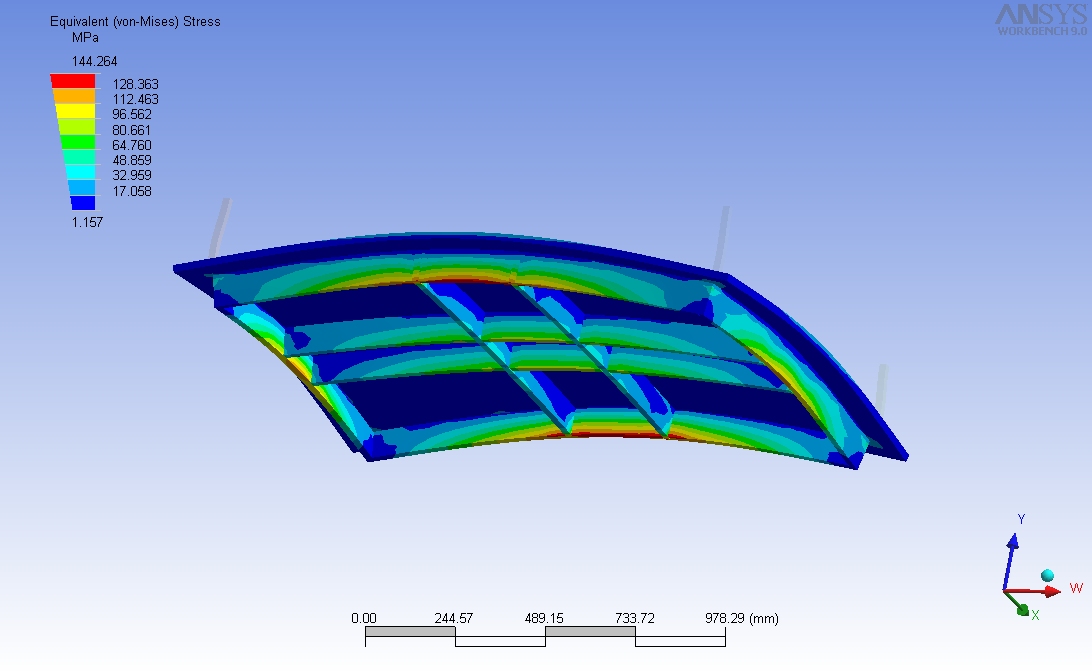
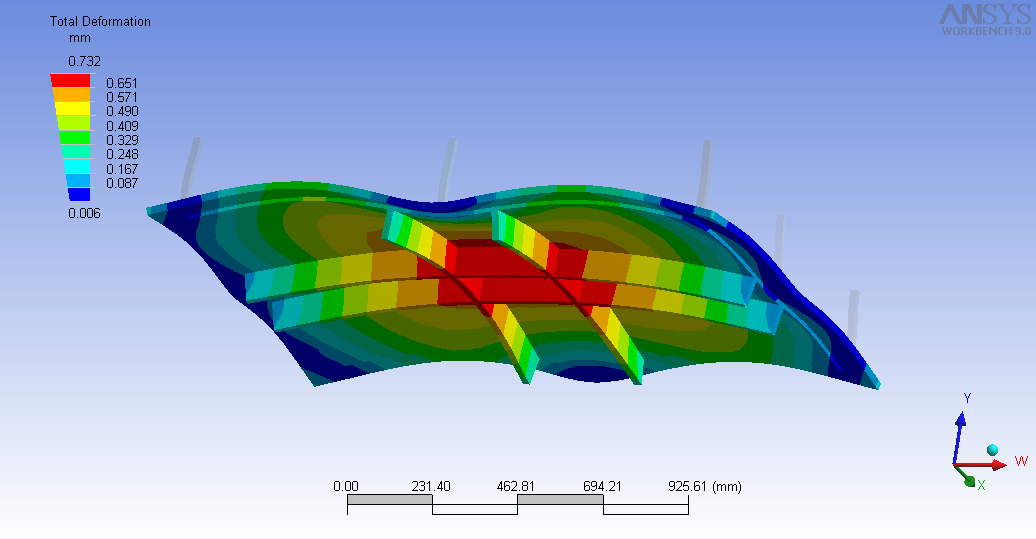
底板との一体化に期待せず、どこまで補強できるか側面にもリブを足してみた。1mm 変形程度にまでなら抑えられそう。
幅8cm のリブ(左)と幅12cm のリブ(右)の計算結果。
●冷凍機に関して冷凍機はこれまで住重の CH-110 を念頭に進めてきたが、コンプレッサーが水冷式しか対応していないとのことなので、空冷のコンプレッサー(CSA-71A)でも使える RDK-400B を使うことにする(冷却水チラーを確保できない可能性を考えて)。冷凍能力は1割減、重量も少し重くメンテナンスサイクルも短くなるが、空冷で使いたいので仕方がない。CAD 図面に反映させる。
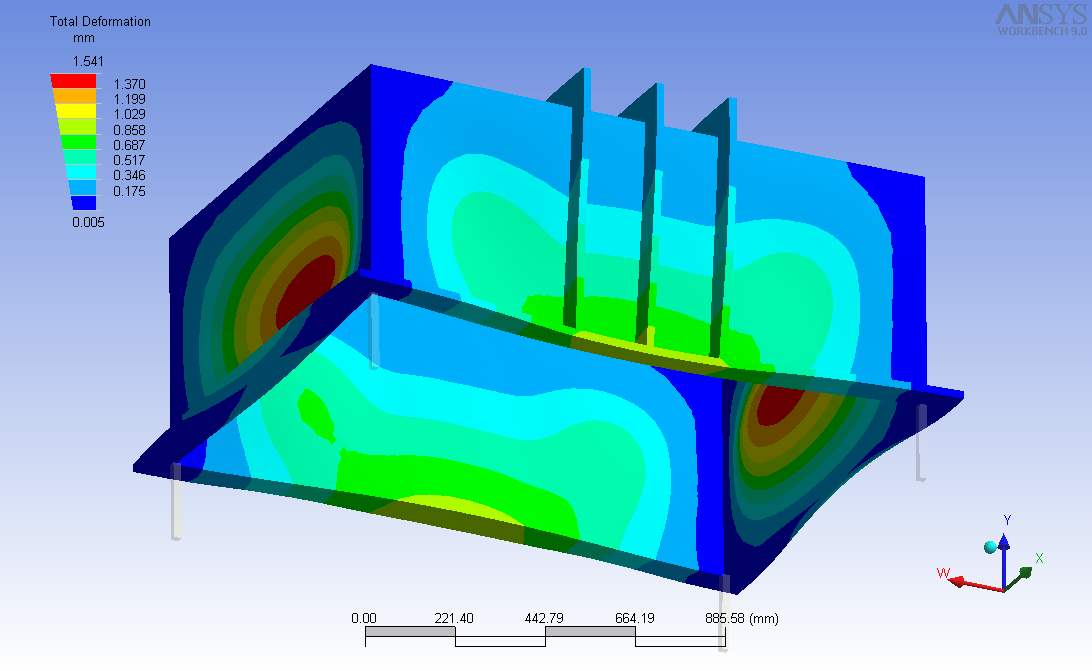
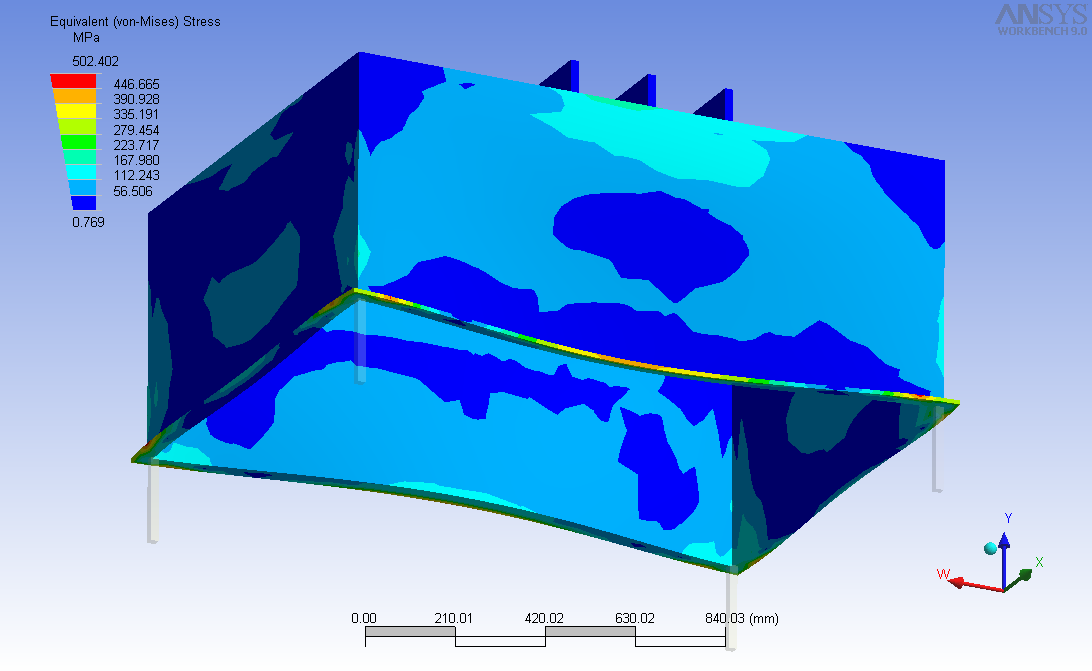
●アルミで作った場合アルミ溶接も問題なくできそうとの情報を得たので、アルミで製作した場合を検討。左は変形量、右は応力。
また、上蓋の面積の小さい側面のリブは無くても良さそう。 上蓋と底板が完全に接合されている場合が以下の結果。
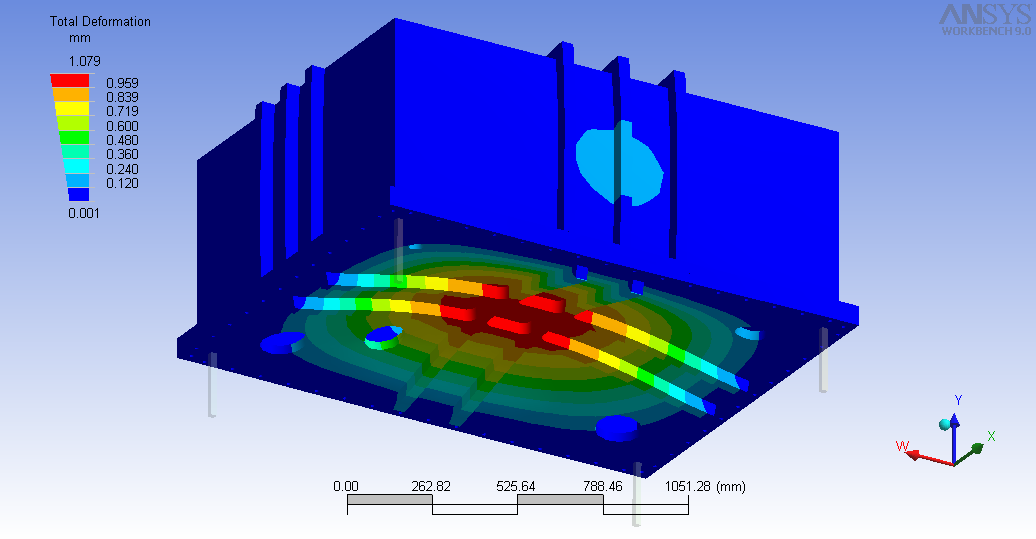
この場合は多分側面のリブが不要になる。
実際は完全に接合されるわけではないので、底面の強度を増す必要がありそう。
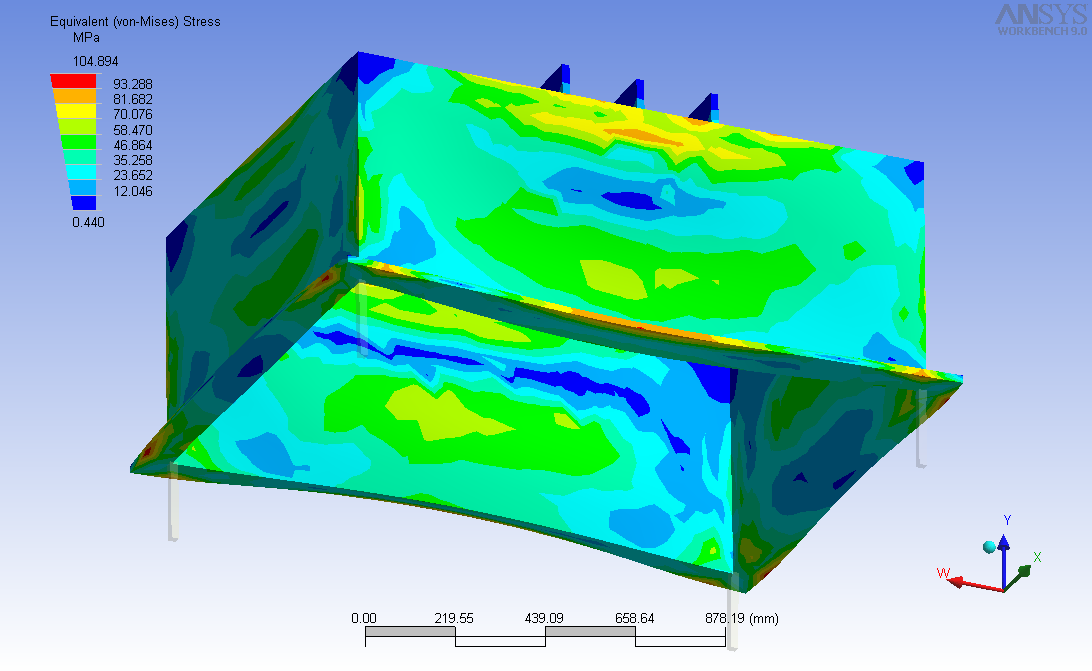
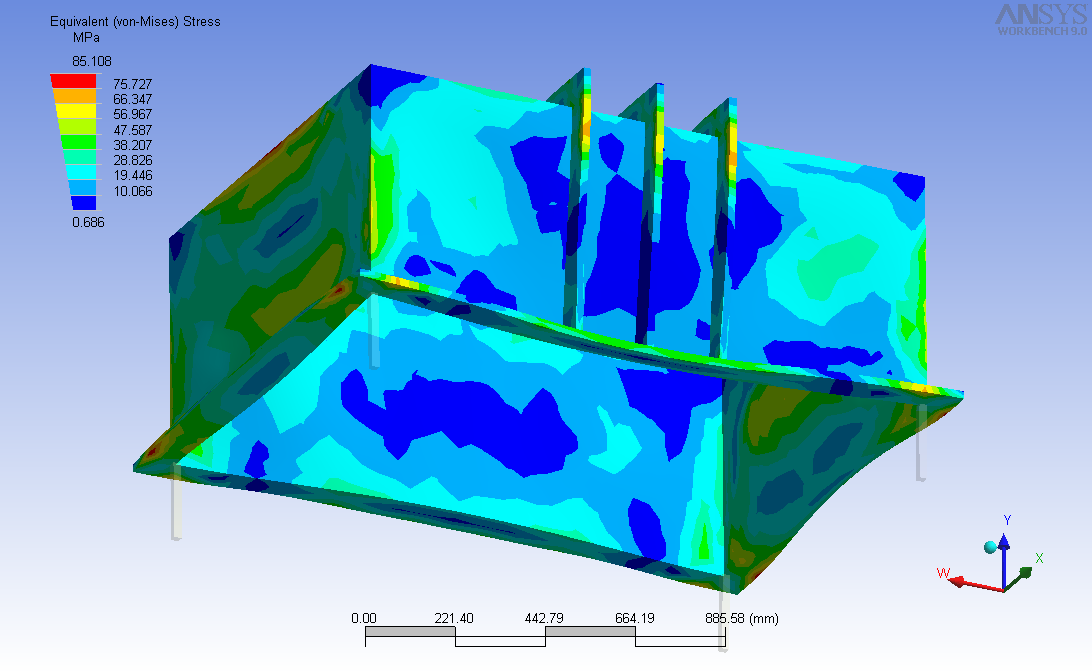
上蓋を信頼度の高い電子ビーム溶接で作った場合は、板厚が50mm必要になるので、溶接後に軽量化すると以下のようになる。上段が 270kg 削って 470kg にした場合、下段が 220kg 削って 520kg にした場合の結果。下段ならまあ許容範囲か。応力が内側の下隅部分に集中するのがちょっと気になるが...
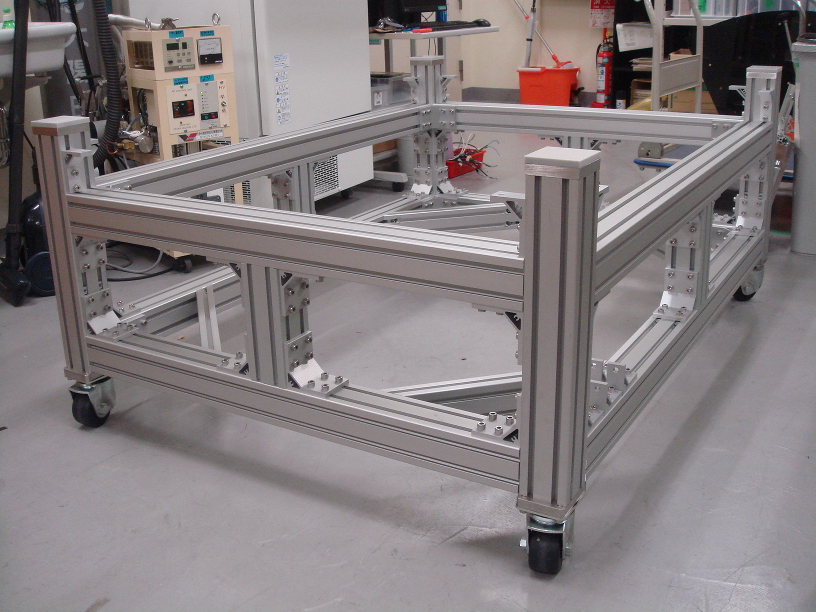
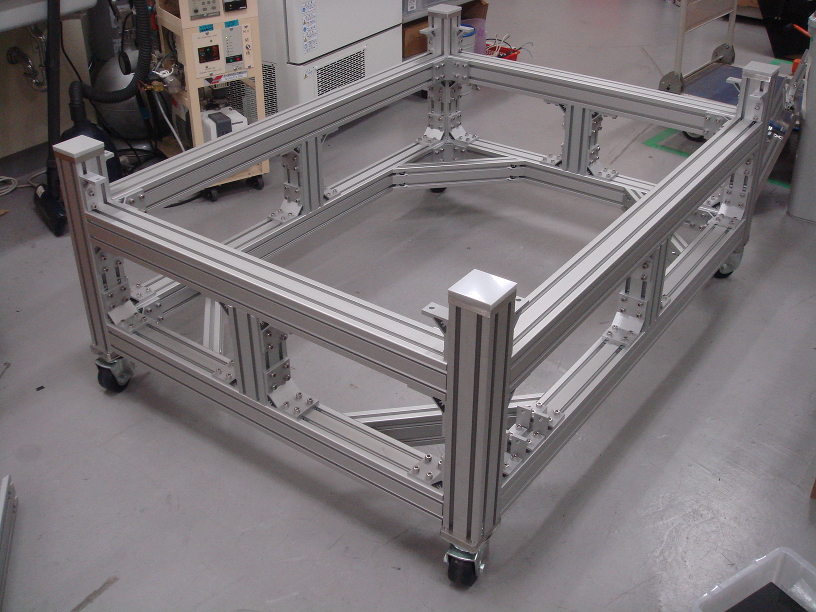
●台車台車はアルミフレームで作るが、1.5t のものをちゃんと支えられるか...
大体20万円。
チェーンブロックはこれを想定。 吊り上げ時に最も頑丈な dewar 側面の両面に吊り上げ用ブロックを取り付ける(写真のアイボルトでは強度が足りなかったのでブロックを修正し、アイボルトも2倍の大きさのものに交換予定)。
大体23万円+6万円(チェーンブロック)。
組み立てた所(補強用ブラケット取り付け前)
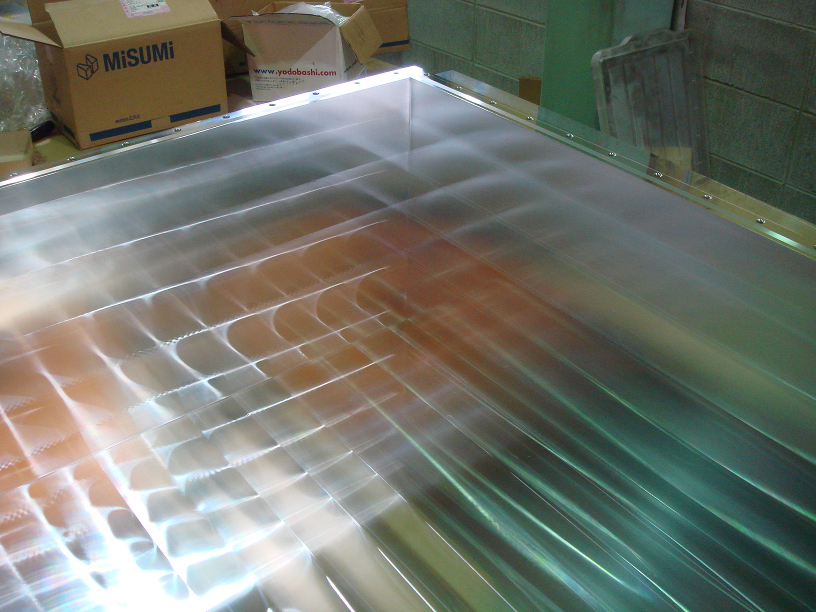
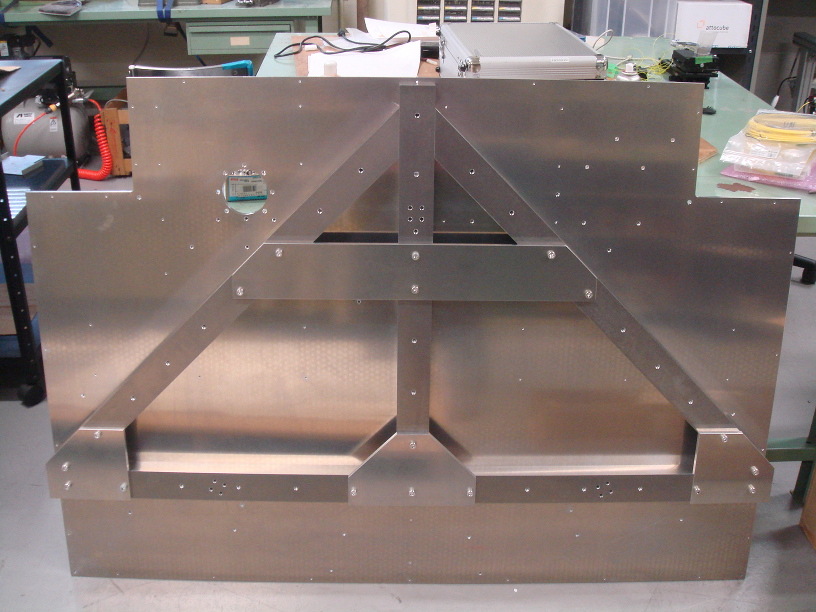
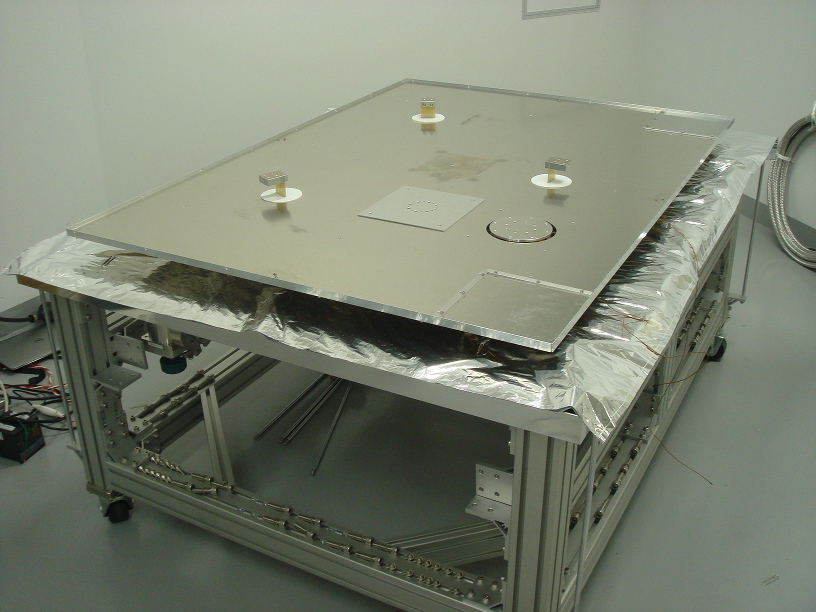
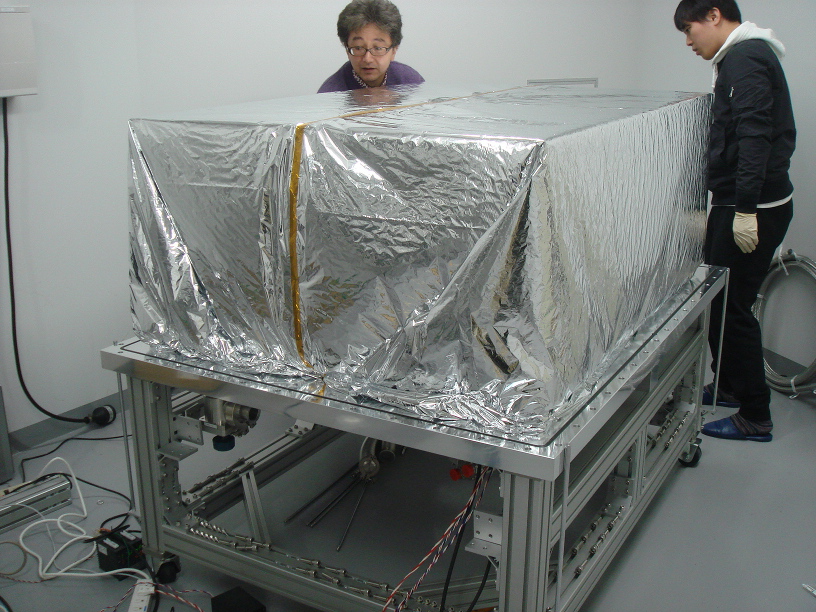
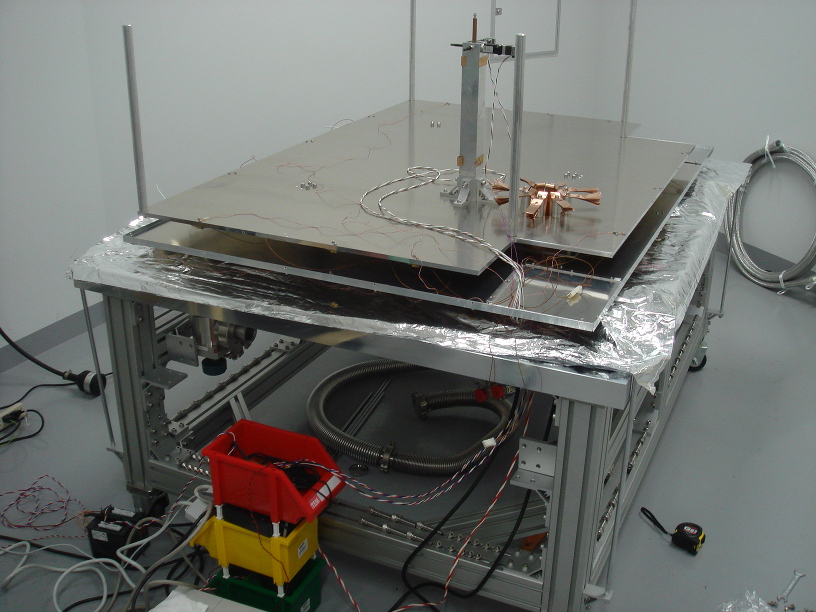
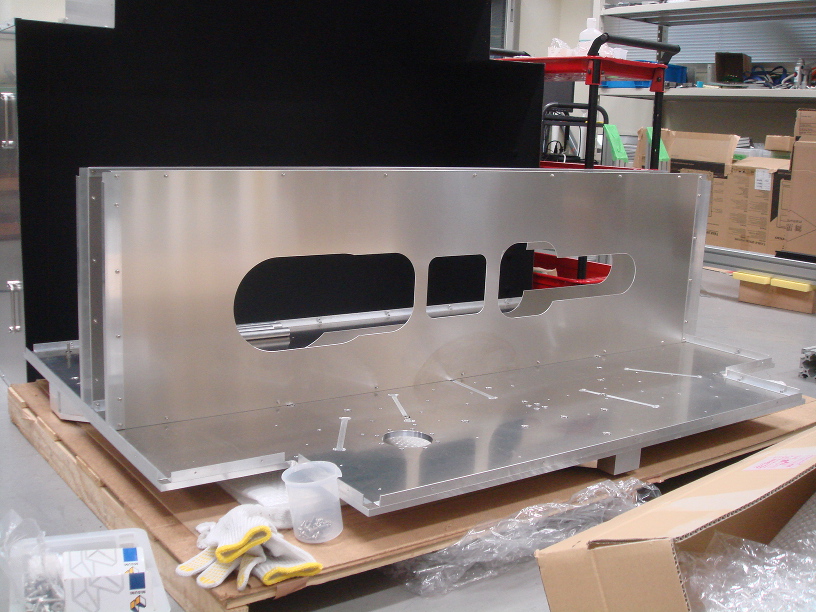
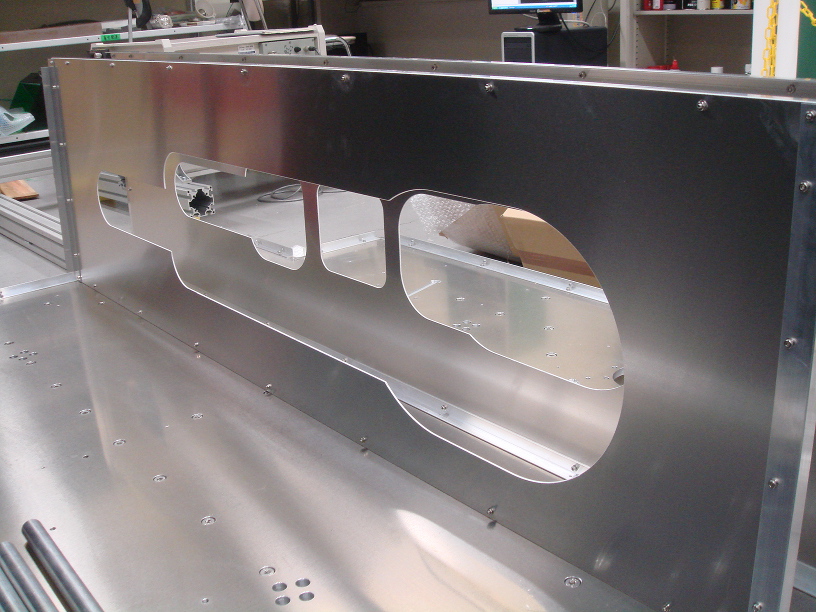
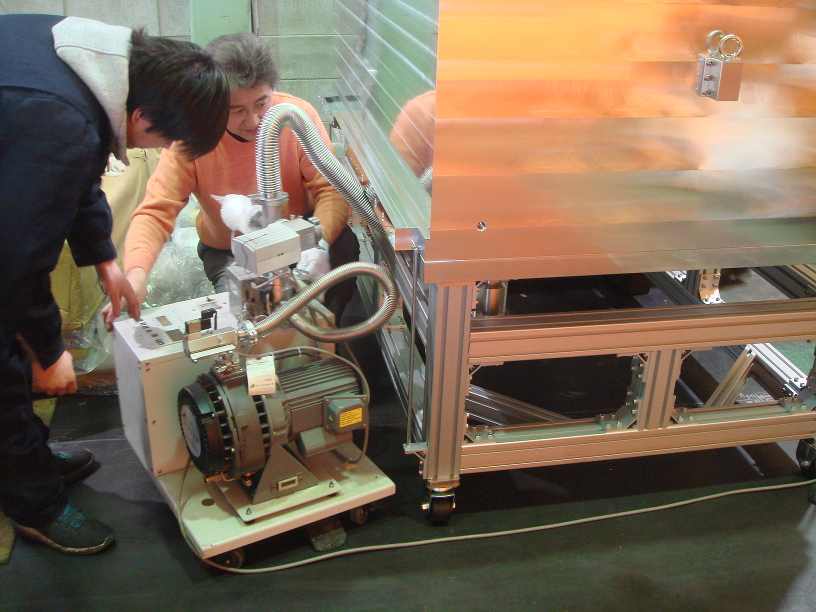
●真空容器の状況真空容器の最終チェック風景。作業性を考えて逆さまに置かれている。かなり大きめのユニットバスという感じ。He リーク試験は問題なしで、岡山より真空ポンプを持ち込んで真空到達度を調べるための試験を始めるところ。既にある程度の真空になっていたこともあり、15分程度で 10-3Torr に到達した。真空バルブを閉じても 10-5Torr 程度で止まってしまったのが気がかりだが、このまま数日間引いてどこまで下がるか確認する。
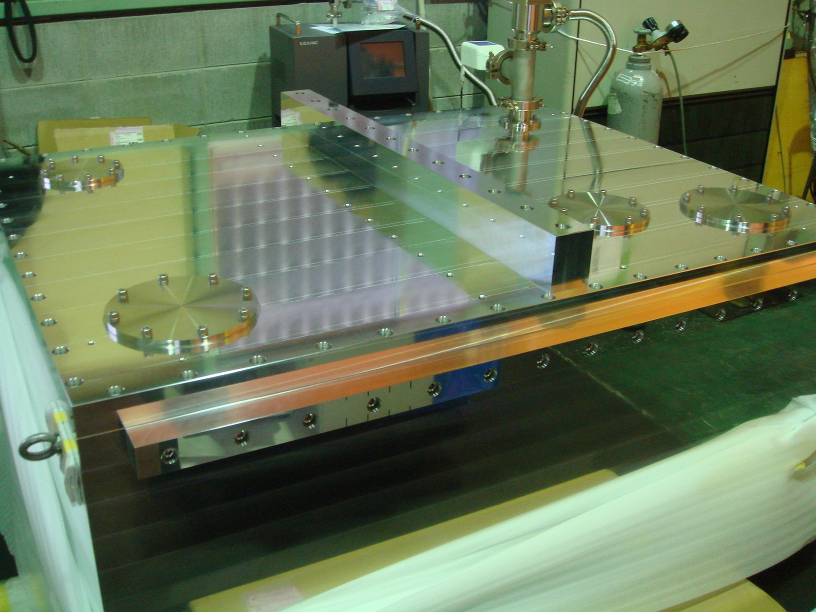

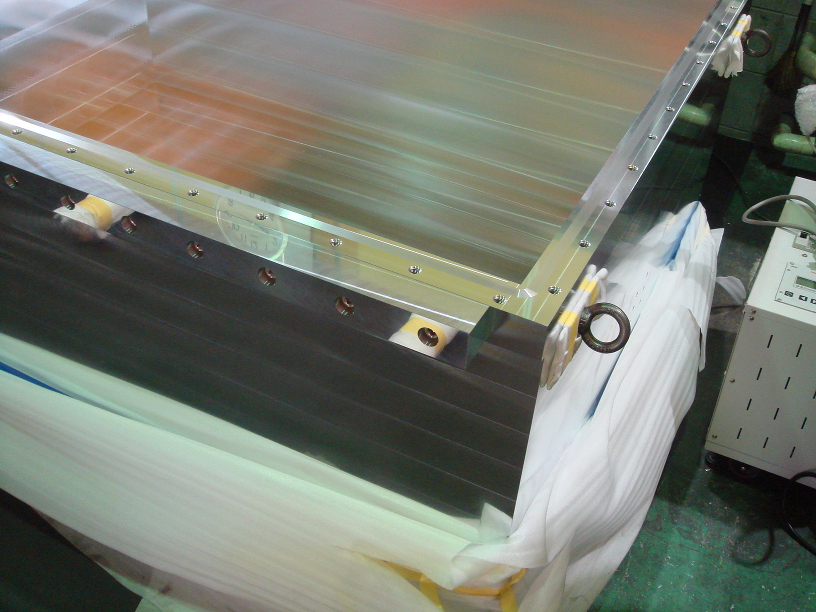
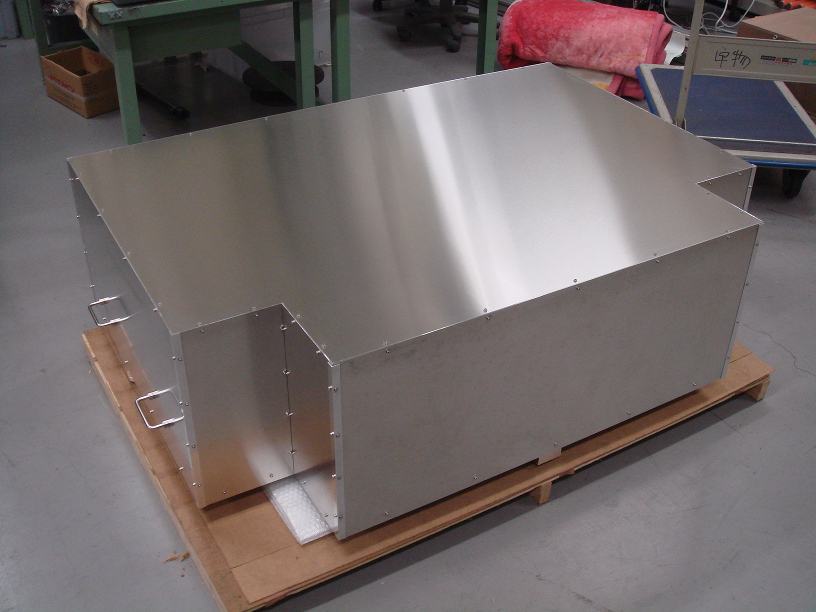
以下は、搬送用台車の上に乗せて上下逆向きに置き直した時の様子。真空容器内部も反射率が高く(放射率が低く)てなかなかいい感じ。台車との結合はアルミフレームの歪みもあってかなかなか大変で、分光器完成後は、台車から真空容器を切り離したら元に戻すのは困難となることが予想されるので、コールドヘッドのメンテ時も切り離さないほうがいいだろう。
●バイコニック面の検査方法拡張フーコーテストを準備中。
Mirror #1A の予想されるステージ x,y マップ
周辺部 3cm は面の傾きが大きすぎてカメラに入ってこないが大半は計測可
●Mirror #2A+B の形状
赤線の範囲内が光の当たるところ。 境界部分の加工は適当で OK。 面の形状精度は2λ。 面の相対位置精度は、50μm, 0.01° 程度
左)研削時の自重変形(20nm) / 右)研削圧として 6kgw の集中荷重を追加(150nm)
 数値データ (A: ピンク, B: 水色, C: 周辺部)
●Mirror #3 の形状この鏡のみ、外形に対し上下だけでなく左右も対称(但し光の当たる位置は非対称)。バイコニック面の軸は背面に対し垂直なので、断面図は省略。Mirror 3,4 とも形状精度はレーザー波長で2λ。
●Mirror #4 の形状
●Prism+Grating の形状
Prism#1 はかなり高額の見積りが出た。S-FTM16 の方を厚くして ZnSe をどこまで薄くできるか設計を修正する必要が出てきた...う~む。とりあえず、可能な限り周辺部を削って設計を変更せずに最小サイズにして再度見積り依頼。
ここで、何と φ110 x t30 の使われていない ZnSe が出てきた。元々中間赤外のファブリ・ペローのエタロンとして使う予定で、コーティングもされているがもう使わないらしい。これが使えた場合、話は一気に解決して以下のような感じになる。また、レジン貼り付けによる変形を顧慮し、S-FTM16 を通常の反射型回折格子の基盤程度の厚さまで増やした。


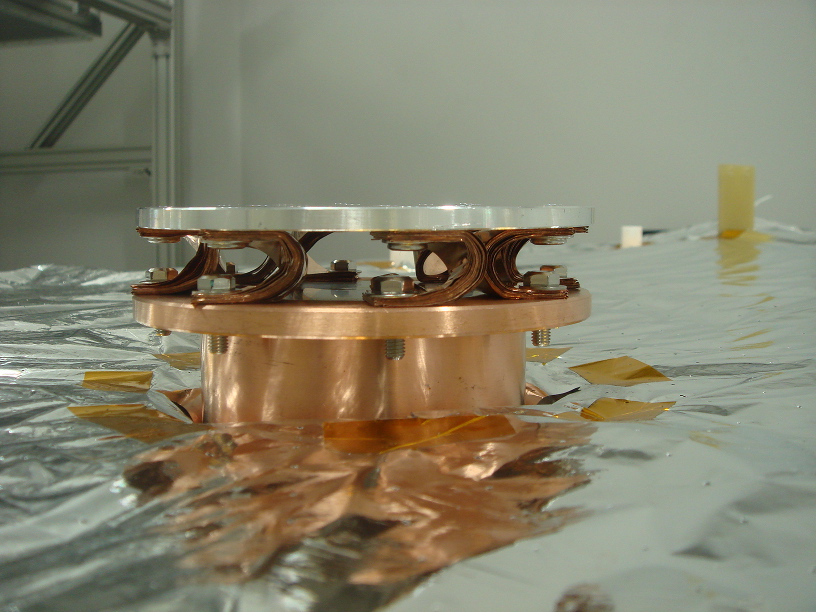
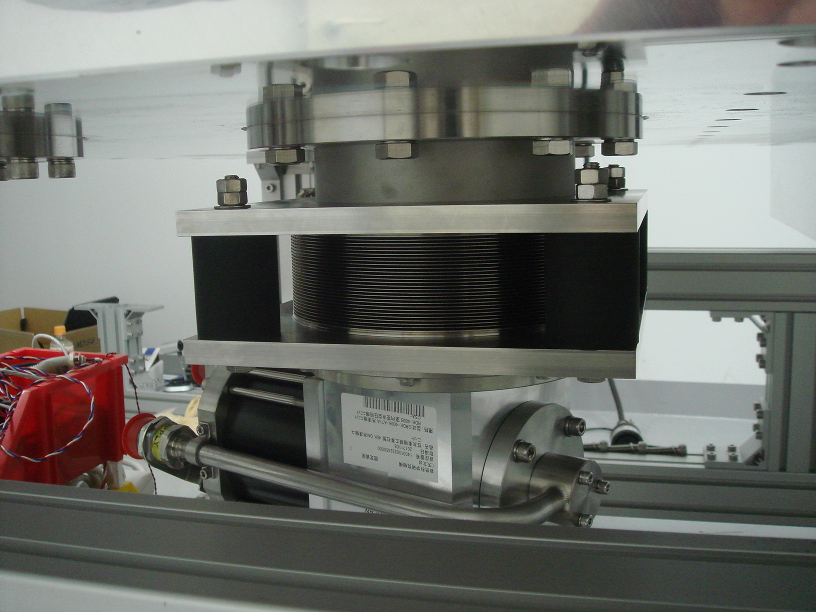
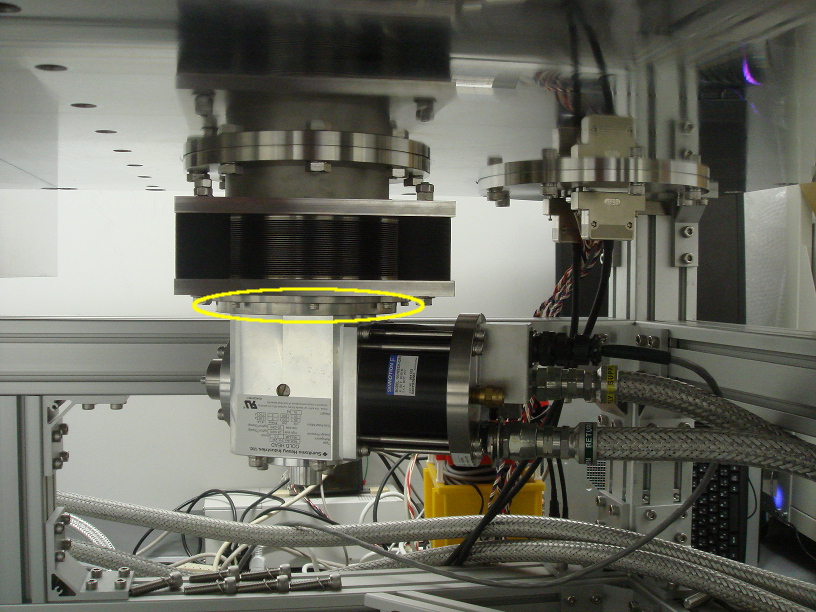
●冷凍機の接続方法冷凍機は住重の RDK-400B (100W@40K, 180W@77K)冷凍機の中にはヘリウムを膨張させるためのピストンがあり、上下方向に振動が発生するため、その振動が分光器側にできる限り伝わらないように配慮する必要がある。ベローズとゴム柱を用いて以下のように接続する。


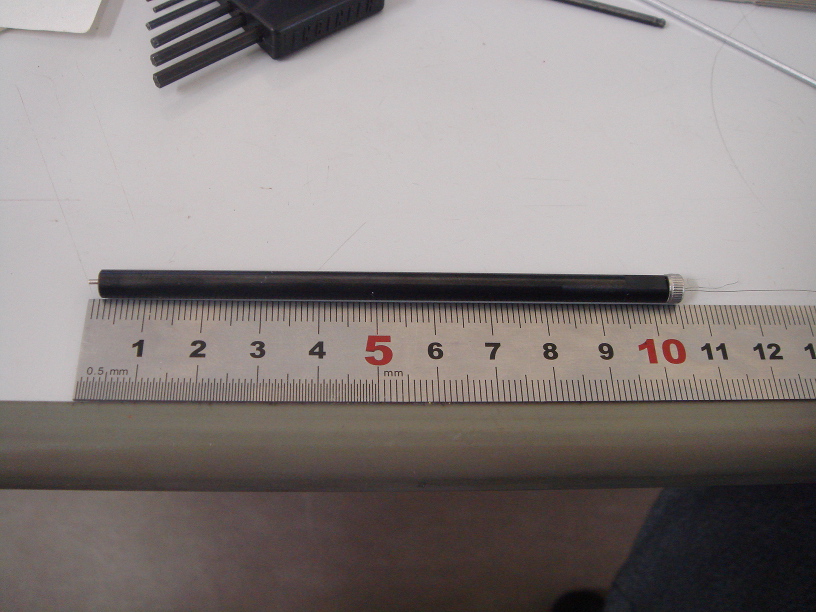
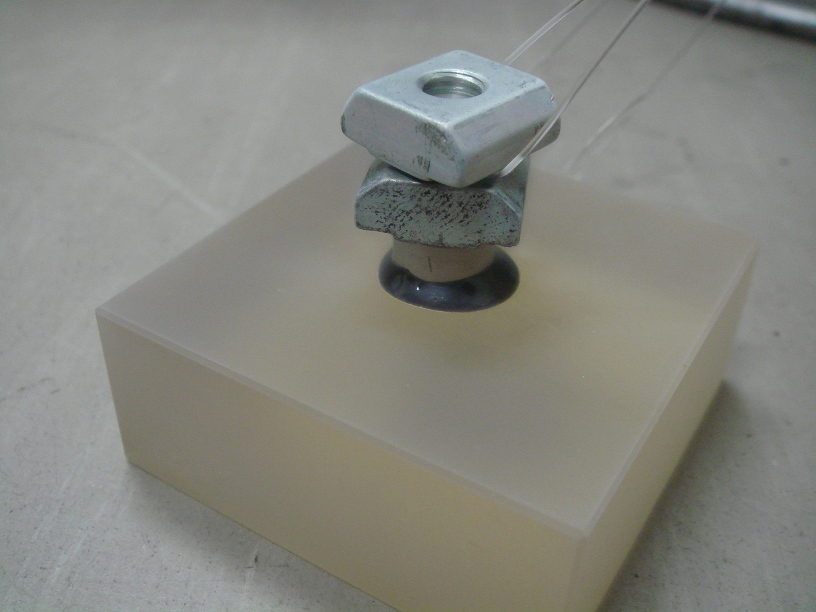
●真空冷却中でのアクチュエータ真空冷却中でのアクチュエータをできる限り安くするために、市販の小型アクチュエータがそのまま使えないか試してみた。手始めに手元に余っていたシグマ光機製SGSP-13ACT-B0を分解・洗浄し不要な部分は全て取り外して再組立、500gf の負荷をかけて液体窒素内で動かした所、ちゃんと引き上げてくれたので、使えるという事がわかった。

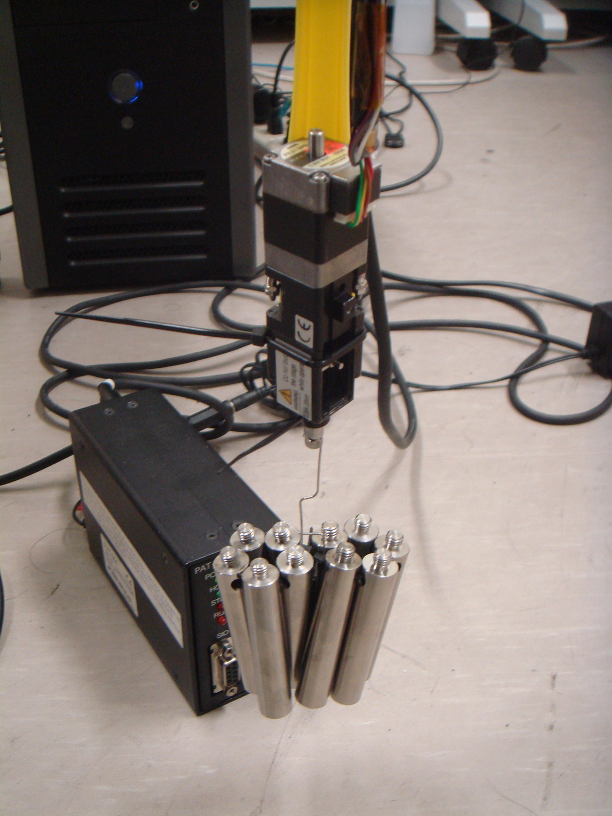

カチカチ言う原因はモーター内のベアリングが完全に低温になるまでに結構時間がかかり、そこに残留している水分がなどが時間差で凍る事が原因だと推定された。そこで、ヒートガンでモーター内部の2個のベアリングを加熱し、熱いうちに真空ポンプのフレキチューブ内に入れ、真空にする方法でベーキングをしてみたところ、カチカチ言わなくなった。しかし、ベアリング部の締め付けがやや強くなることが手応えで確認できたため、液体窒素に付けた状態で、直接回転軸を電動ドリルで1分間程度強制回転させたところ、ベアリングは緩くなり、いくらでも問題なく回転するようになった(下写真)。

常温用モーターを真空冷却中で回せるようにする方法
●真空冷却中での傾斜センサロータリーポテンショは樹脂と金属で作られており、樹脂円筒内部に螺旋状に貼り付けられた抵抗線の上を金属接点が螺旋に沿って進む構造になっている。低温に冷却した際、この樹脂円筒の歪みが大きくなって、回転に伴い接点がくっついたり離れたりするため、窒素温度で使えるロータリーポテンショを探すのは難しそうだという事がわかった。その代わりに、ホール素子を使った傾斜センサが使えないか考えてみる。ホール素子は窒素温度でも使える製品はあるし、常温用のものでも窒素温度で使えているものもあるので、大きな問題は無さそう。
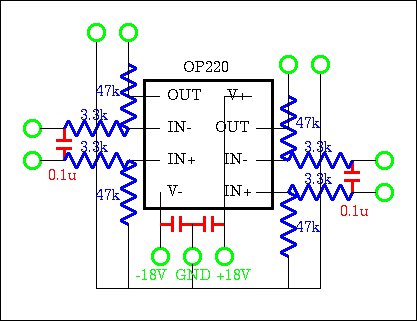
ホール素子の読み出し回路の例はここにあって
こんな感じ。真空容器のすぐ外にアンプを置き汎用の AD ボードで取り込むのが楽かな。 結局、代理店を通して HW-300B, HG-362A を10個ずつ入手する事ができた。以下、ベースにスタイキャストで貼り付けた写真。

とりあえず、AD ボードのテスト。全16ch に電源を接続して 20回サンプル平均を1回として100回サンプル(約1.2秒)。20回は連続サンプルではない非同期サンプリングの20回ループだが、20回連続同期サンプリングで取得するとなぜか遅くなる(20x100回サンプルに2秒)ので、非同期で走らせている。以下は、電源電圧を -10V〜10V に変えて、電源での値と計測値の差を 16ch まとめて plot したもの。電源電圧の設定単位が 0.01V なので、全チャンネルの同時変化は電源側の問題。そもそも1つの ADC への入力をマルチプレクサで切り替えて動作しているボードなので、ch 間の違いは原理的にほぼ無いはず。
差動アンプはそこらにあるもので適当に製作。ゲインはとりあえず適当に 14倍。
AD ボードピン番号とケーブル色 (ミスミケーブルは黒赤の順)
●温度計に関してとりあえずの候補
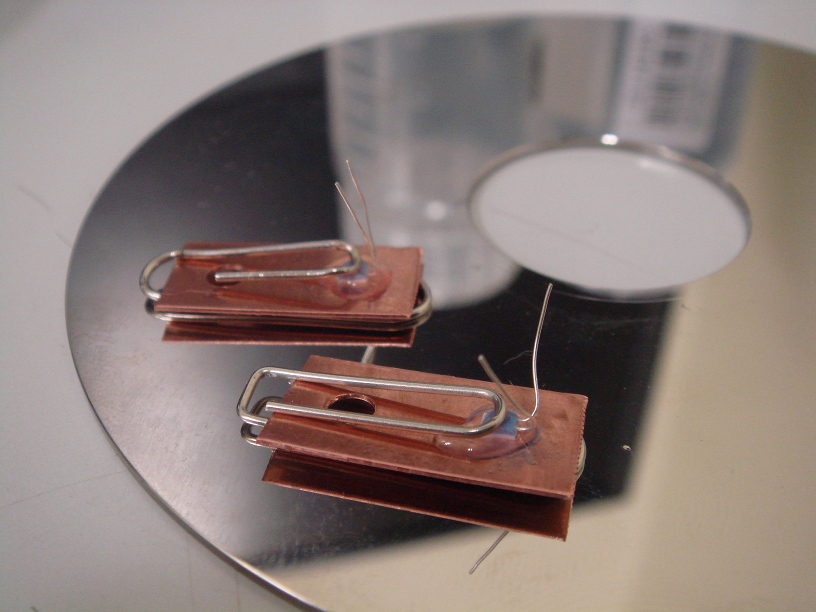
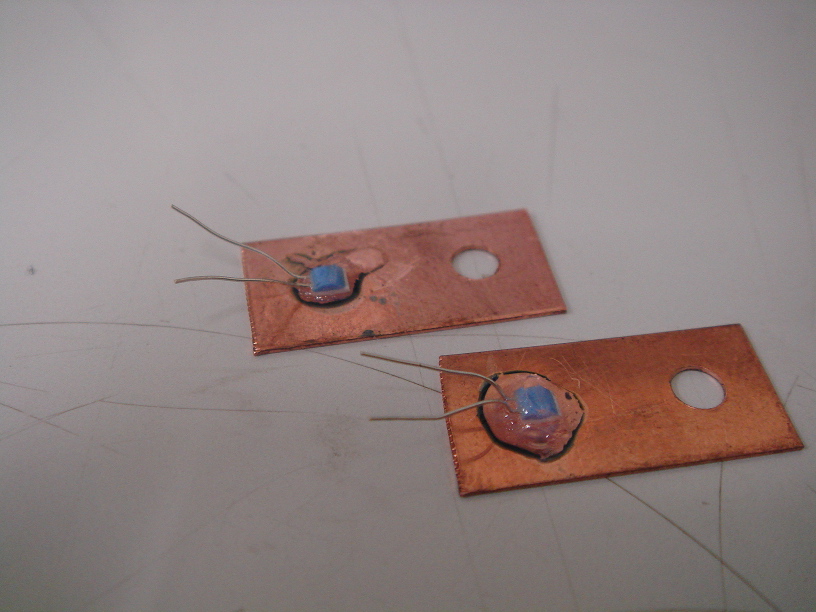
温度センサを入手したのでスタイキャストで銅板に貼り付け。温度モニタも納品され通信ソフトも完成。

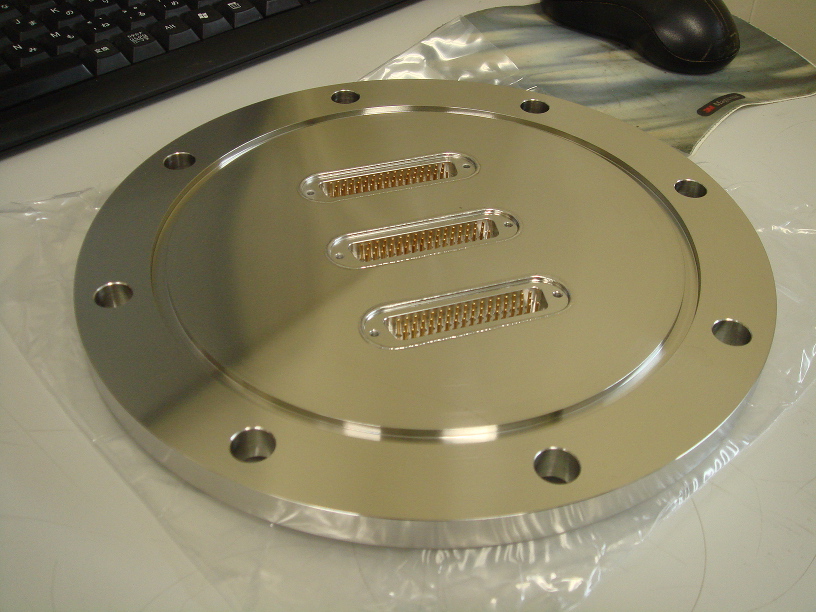
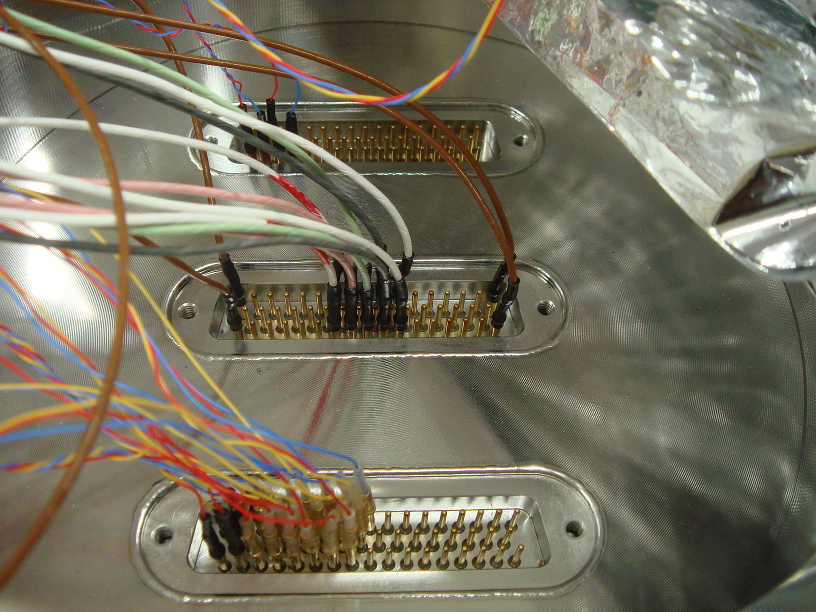
●コネクタ付きフランジ真空対応 50pin D-sub が溶接されている VG150 フランジを購入する事にした。多分、真空側のコネクタは211AC-FS50-HVかな。
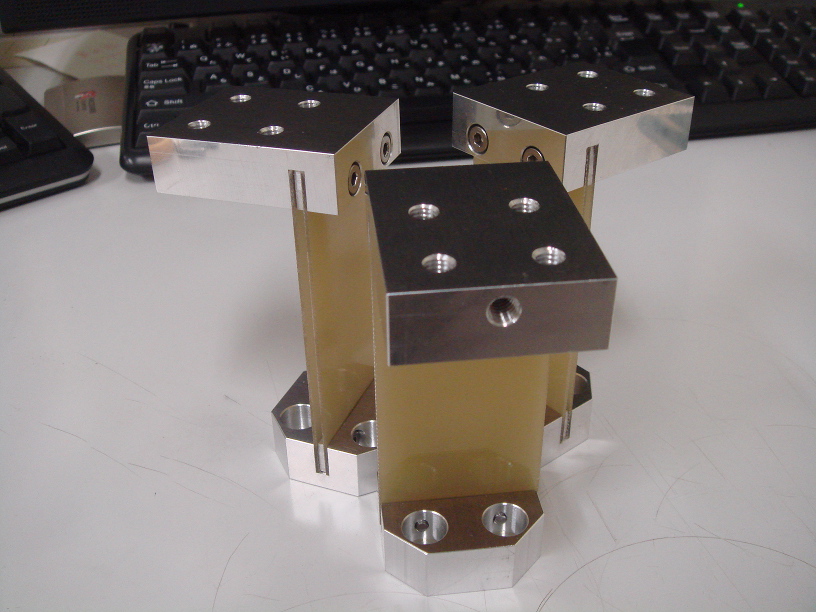
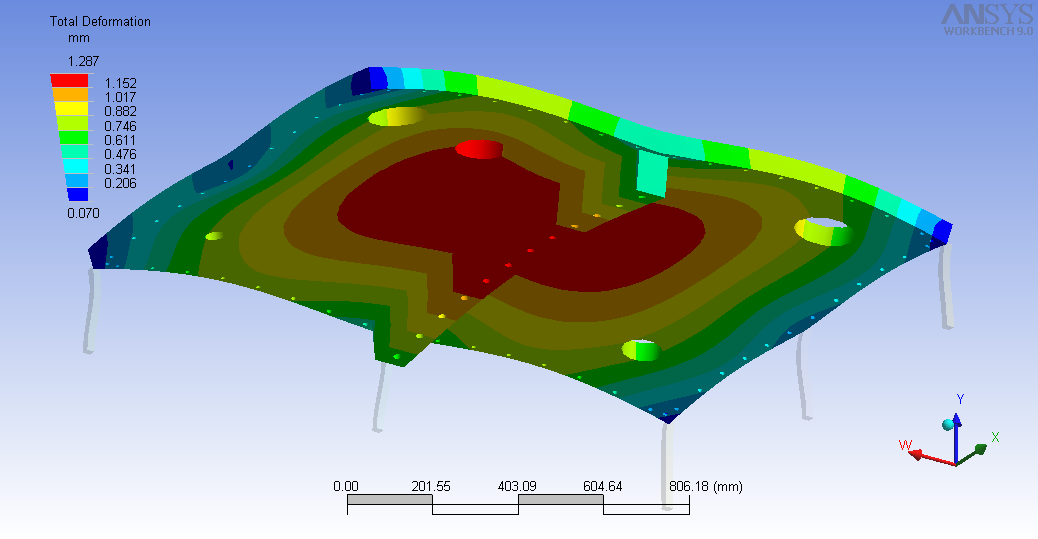
●光学ベンチ光学ベンチ部分の厚さは 5cm 分確保しているが、5cm 厚のアルミの板にすると 175kg にもなるので、できるだけ軽くしたい。5cm の板をくり抜いて軽量化するのが理想的だが、それだとかなりの費用がかかる。1cm 厚の板の下に4cm厚のリブをネジで固定して光学系の重量が支えられそうか大体の感触を調べてみた。各光学系の場所に予想される大体の重量のアルミブロックを配置し、半径5cm の薄い円柱で接続して(べた付けだと強度が増してしまうので)光学ベースの変形を調べた。3箇所の脚は 90x40xt1 のガラエポ板を3mm間隔で2枚ずつ配置、計6枚の板で支える。
板は A5052 だが 60x40 角棒は A6063 になるので、熱膨張率が 1% だけ異なる。端と端で 50μm の歪ができるが、その場合の全体の反りを評価すると...
反りの曲率半径:R として、
Rθ=1000, (R+25)θ=1000.05 より θ=0.05/25 う〜ん、意外と大きい。4cm の板を A5052 で購入して切断してもらうか... 全て A5052 で製作してみた。実際は低頭ネジで組み立てるが、とりあえず普通のネジで組むとこんな感じ。

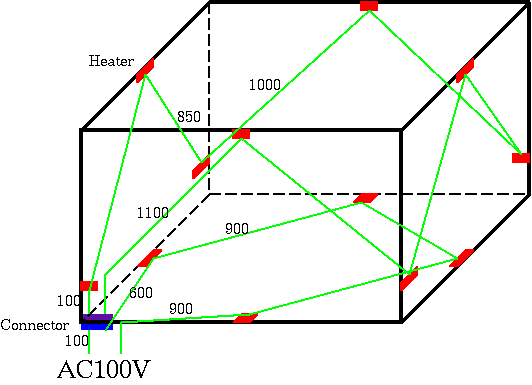
●冷却時間の見積り冷却には1週間以上かかることは予想はしていたが、真面目に計算すると上手くやらないとすぐに冷却時間1ヶ月になってしまう事がわかった。以下、その見積り。

●真空試験とベーキングコネクタ付きフランジとベローズフランジの真空試験と、ラジエーションシールドのベーキングを兼ねて試験を行った。吊り上げ治具を初めて用いて容器を開けたが、開閉作業は思ったより楽だった。蓋を釣り上げた際の固定方法を考えてはあったものの、補強の斜めフレームと干渉するため再検討が必要。とりあえず今回の作業中は横にずらして吊り下げ放置だった。




●冷却試験冷凍機とラジエーションシールド、ダミー光学ベンチを接続し、冷却試験に向けての真空引きを開始。リモートでモーターと傾斜センサの常温での動作(50μm/s)は確認できた。ターボポンプはこれまで加速時間オーバーで引き始めは10分おきに停止してしまっていたが、PC からの制御で4分おきにターボポンプを短時間 OFF にすることで手動での再起動の必要がなくなった。ダミー光学ベンチとの熱的な接続は今の所適当。
●塗料試験以前、Velvet sheet か Vantablack を光学ベンチ内壁塗料として検討していたが、入手性や価格などの関係で断念したので、遊馬製作所 光学用黒つや消し塗料がどの程度の反射率と耐久強度を持つのか調べてみた。以下の L アングル2本の外側4面のうちの1面を #60 のヤスリでこすり、塗料を薄めずに通常面とやすり面1面ずつに1度塗り、乾いたところでそれぞれの 2/3 部分に2度目を塗り、再度乾いたところで 1/3 部分に3度目を塗った。次に塗料を薄め液で 1.5 倍に希釈して同様に1〜3度塗りをし、最後に塗料を2倍に希釈して1〜3度塗りをした。説明書きには、濃度が濃すぎるとテカリが出ると注意書きがあったが、塗料のビンの上の方から使うかよく撹拌して使うかで濃度も違うようで、薄めずに塗った場合でもテカリが出ない場合もあった。

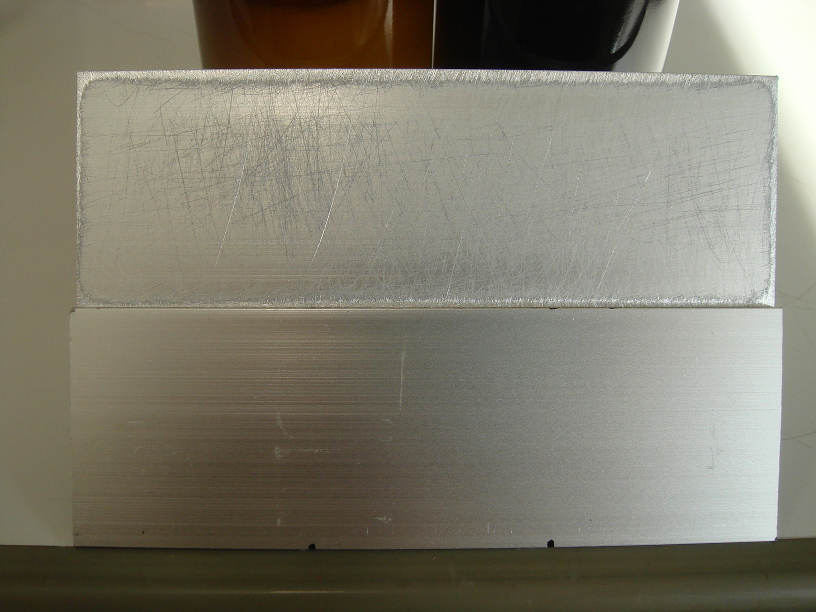

この結果を見ると原液の薄めの部分〜1.5倍希釈が良く、重ね塗りはテカリが出る率が上がって反射率が増す傾向にあるようなので、ムラ無く塗れれば1度塗りで大丈夫そうだ。反射率は 0.1〜0.2% と、相当昔に販売終了となったアサヒペンのスエード調黒と同等なレベルで(見た目の印象よりもいい数値が出ているのが気になるが...)、見た目の印象はそれよりも塗料の強度はありそう。次に窒素温度と常温のヒートサイクルで塗料が剥がれないかを調査する。
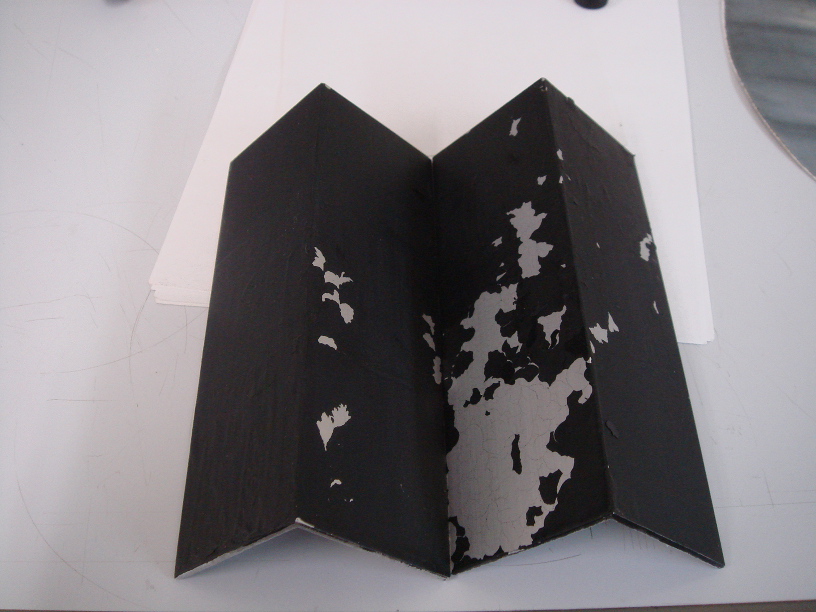
液体窒素に入れて出したらこんな感じ。一番左は剥がれていないが、これはやすりがけをした面。やはり、ある程度表面をザラザラにしないと塗料は剥がれてしまうようだ。 Velvet が塗料としても入手できることがわかったので、買ってみた。一緒に販売されているシンナーは非常に高い上、発癌性物質を含んでいるため、とりあえず1缶のみ購入しておいてより安全で安い市販のラッカーシンナーに溶けるかどうか試してみた。先に塗るプライマーも Velvet 本体もどちらもちゃんと溶けたので、大丈夫だった。スプレーガンで塗るのは面倒なので、とりあえずハケで試験用の L アングルにプライマー(硬化剤を 1/7 の割合で混ぜて混合)を塗り、3日してから Velvet を薄い状態からだんだん濃くして8通りに塗ってみた。見た目はやはり Velvet の方が明らかに反射率が低い。反射率も測定してみる。
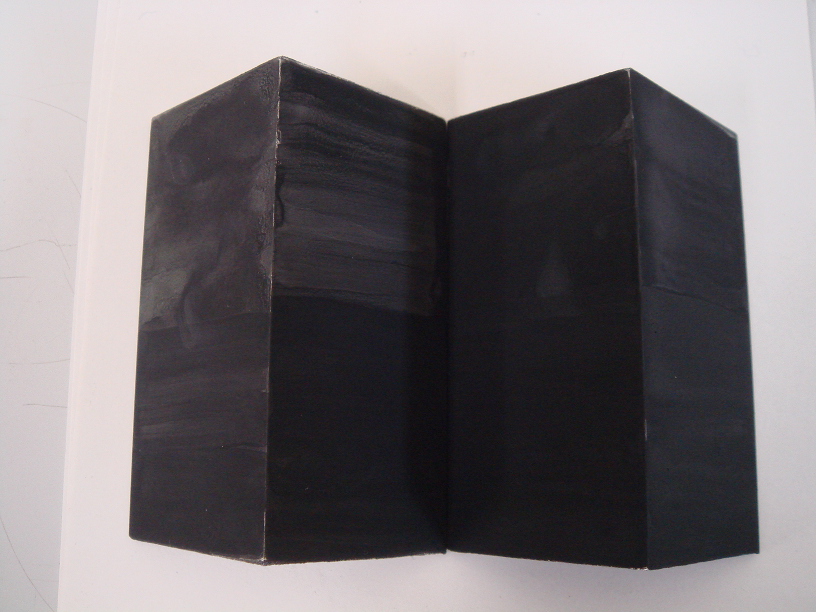
青から赤にかけてだんだんと濃く塗ったものだが、濃く塗るほど反射率は下がり 0.02% 程度になった。この値は5°入射に対する鏡面反射方向のみの反射率だが、アマチュア用の塗料と比べて 1/5 〜 1/10 に反射率が落ちた。やはり Velvet がいいようだ。市販のラッカーシンナーでも薄められるので、内部の塗料はこれで決まり。 今回はプライマーの効果に期待してやすりがけをした面を作っていないが、液体窒素に入れてヒートサイクルの試験もしてみた。結果は全く問題なく、何の変化も見られなかったので写真もなし。プライマーを塗る場合はやすりがけの必要はないようだ。
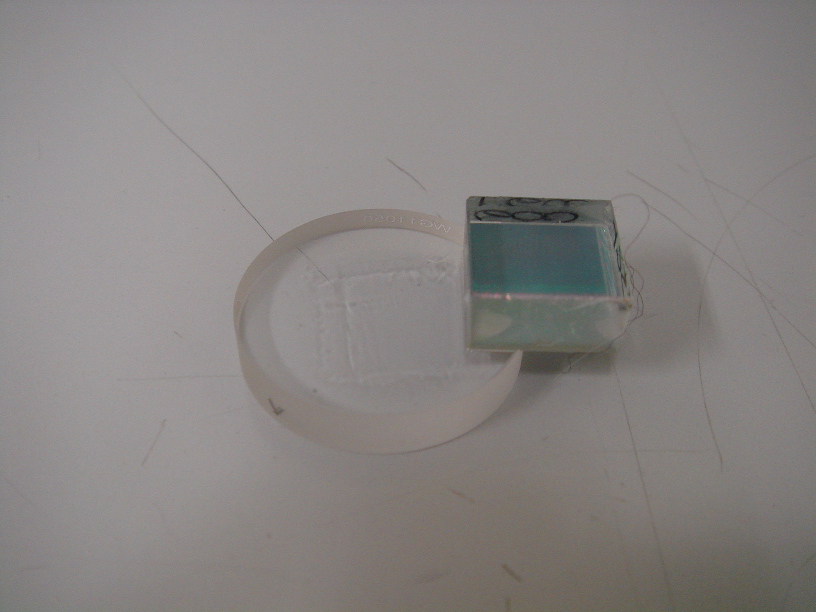
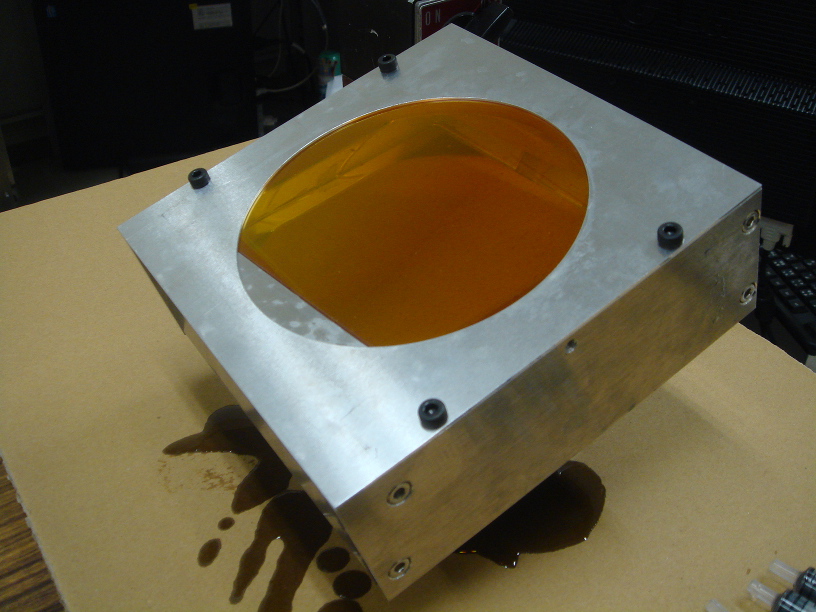
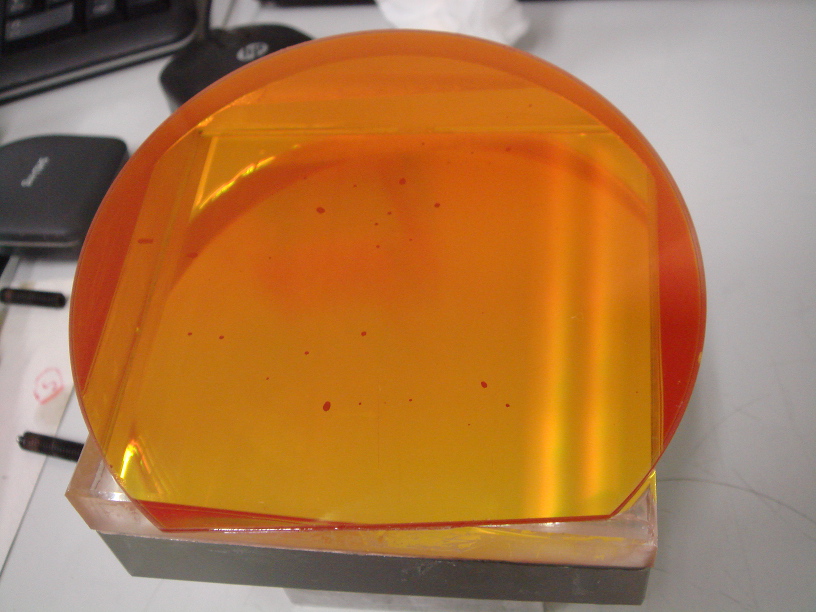
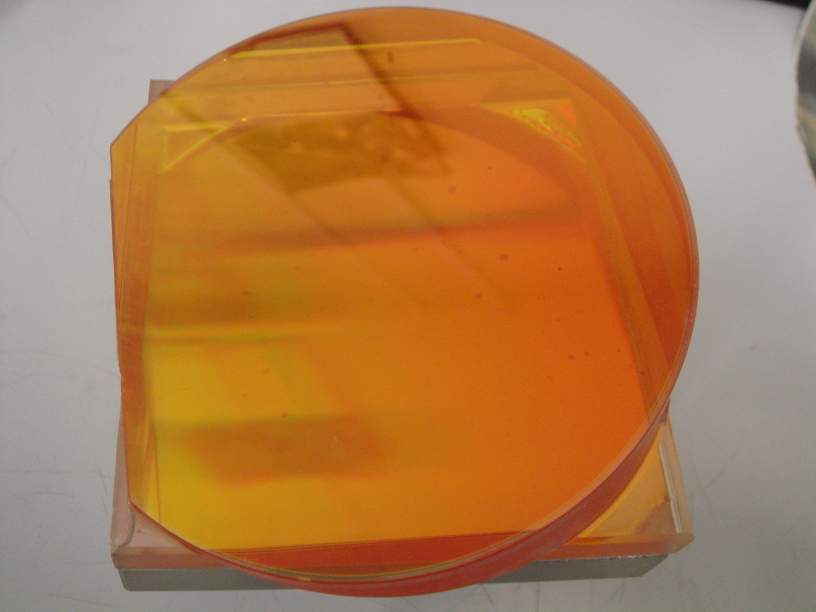
●Prism+Grating の貼り合わせ海老塚さんに、ZnSe と S-FTM16 の貼り合わせ方法を聞いた所、スタイキャストの 1264 というもので貼り合わせるとのこと。早速買ってみて試験してみた(ホール素子貼り付けに使ったスタイキャストは 1266 で、1264 はそれよりもストレスが溜まりにくいもの)。

貼り合わせ時は、反対側が回折格子面となっている事から追加の荷重をかけられないので、S-FTM16 のガラスの厚さ相当の圧力がかかるようにして2日間放置した。貼り付け前に2枚重ねた状態での透過率を測定してあるので、張り合わせ後に再度透過率を測定して違いを確認する。
上図で貼り合わせ後が赤と桃、貼り合わせ前が緑と青で、水はそれぞれの2回の平均の比を取ったもの(上段は何も無い状態での測定値)。貼り合わせにより表面の反射ロスが減り、透過率が 6〜8% 改善した事がわかる。少なくとも接着で生じる厚さではスタイキャストの透過特性は波長2μm 以上でほんの少し見られる程度だ。
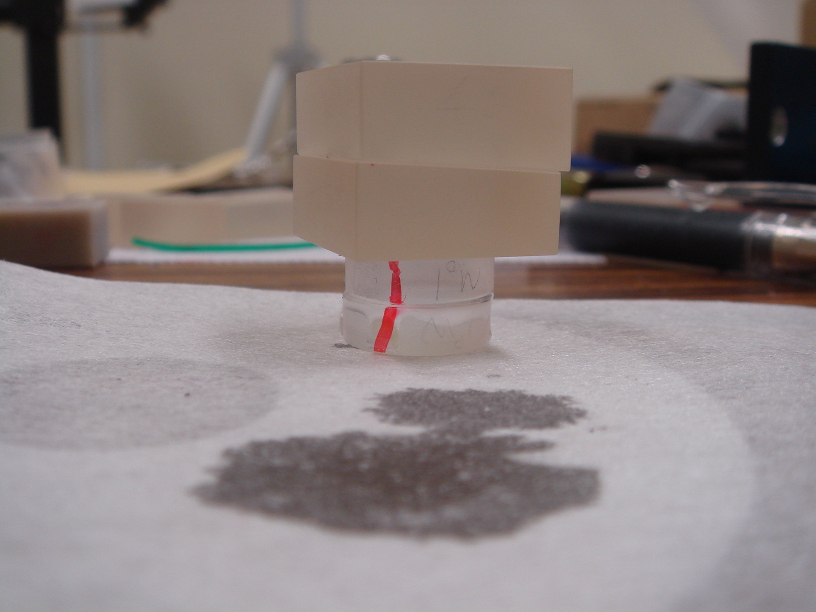
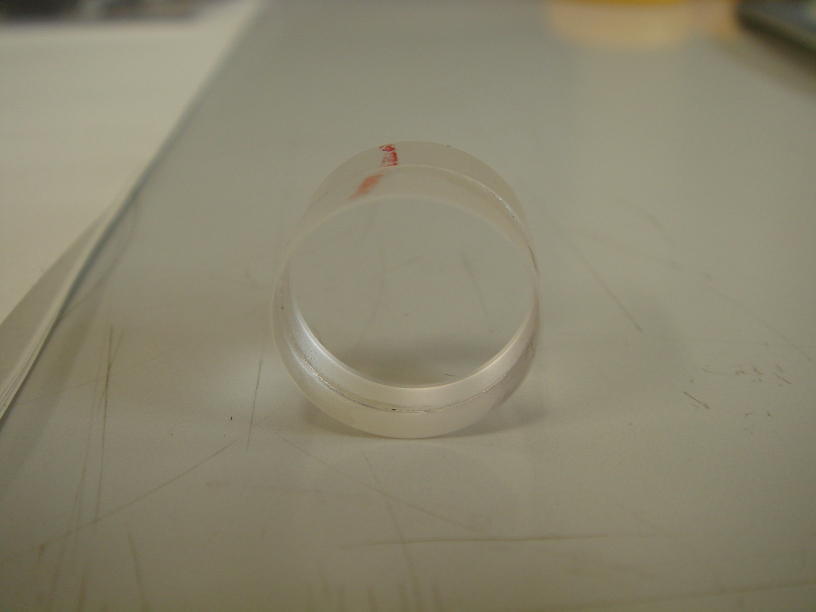
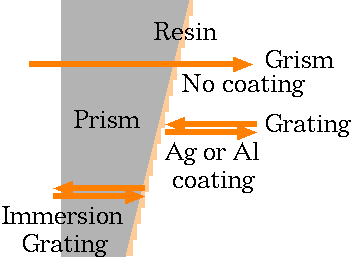
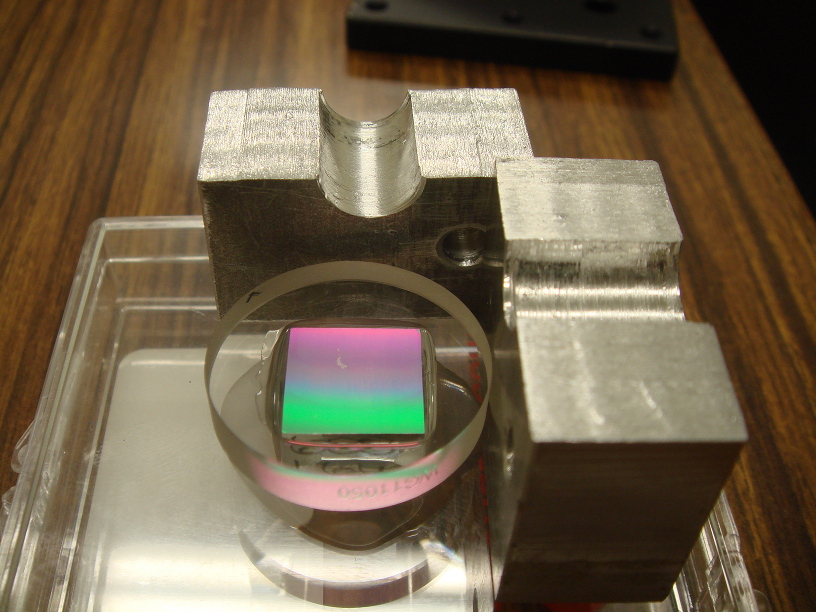
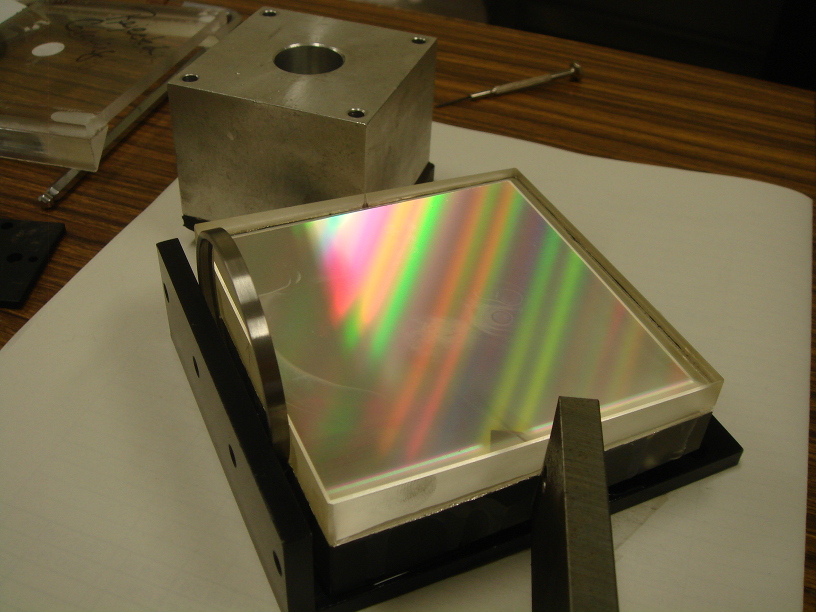
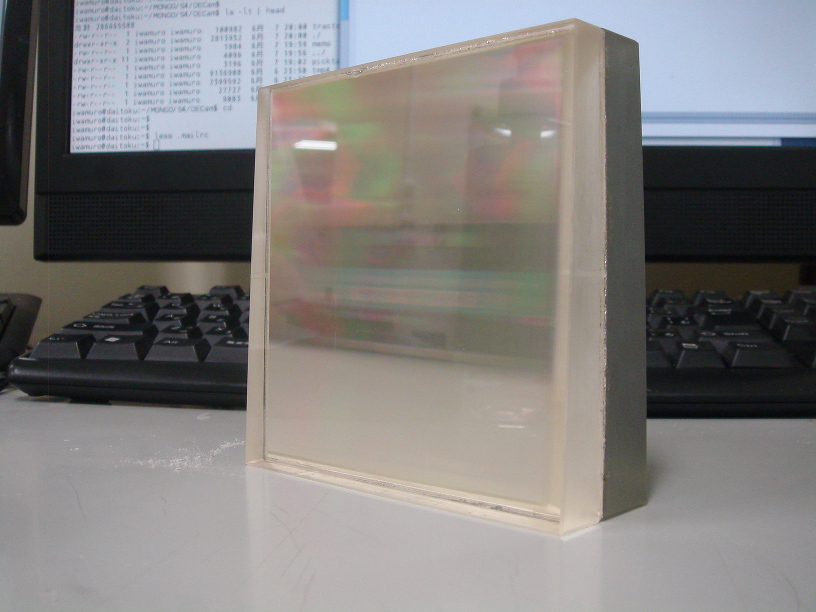
回折格子が納品されたが、裏面から見るとなぜか灰色に見える。グリズムではこんな事はないのに、なぜ灰色なのかをグリズム製作との工程の違いと併せて問い合わせてみたが、製法は同一とのこと(レジンとコーティングは同時圧着で、グリズムは圧着後に表面のコーティングを剥がすのだそうだ)。

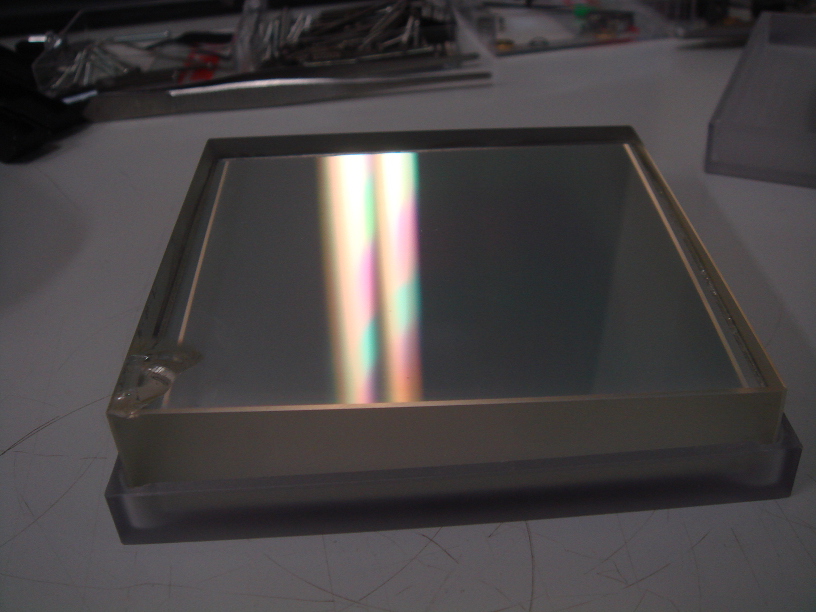
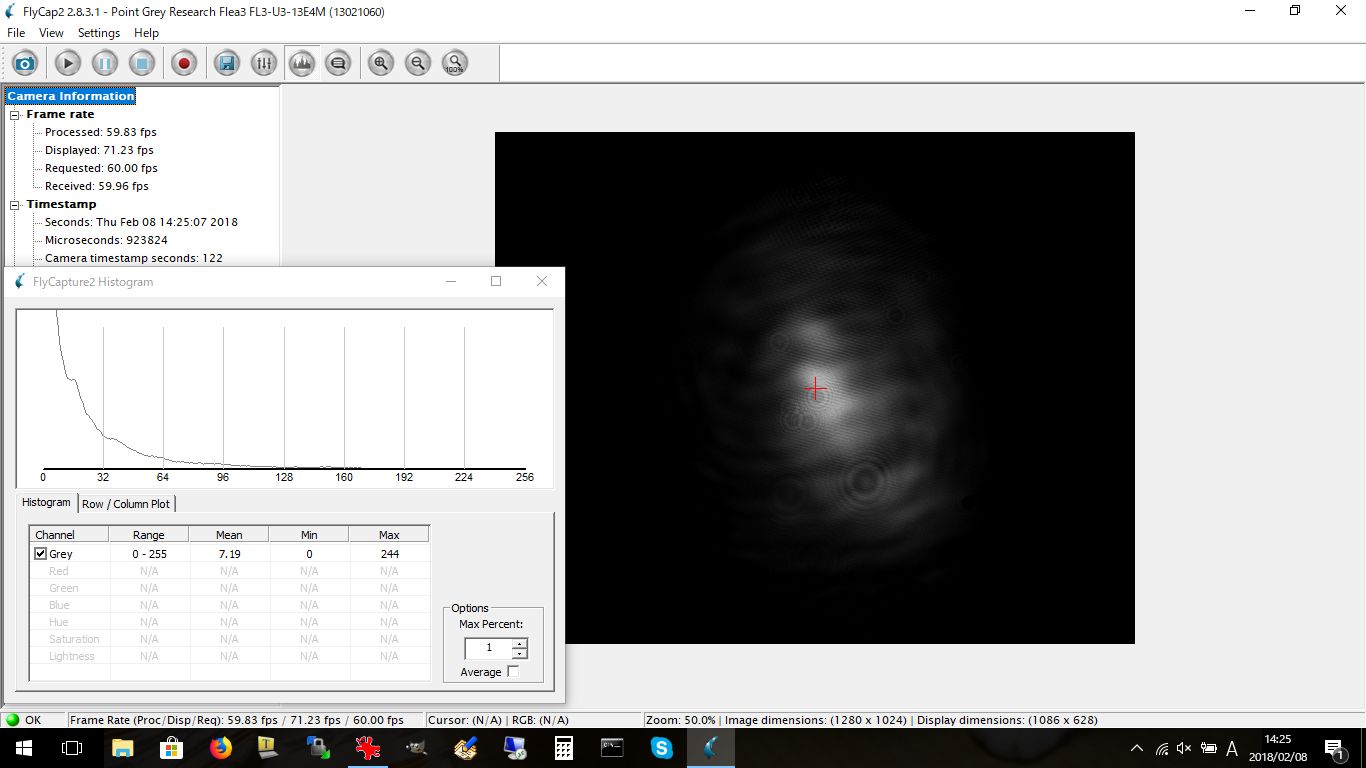
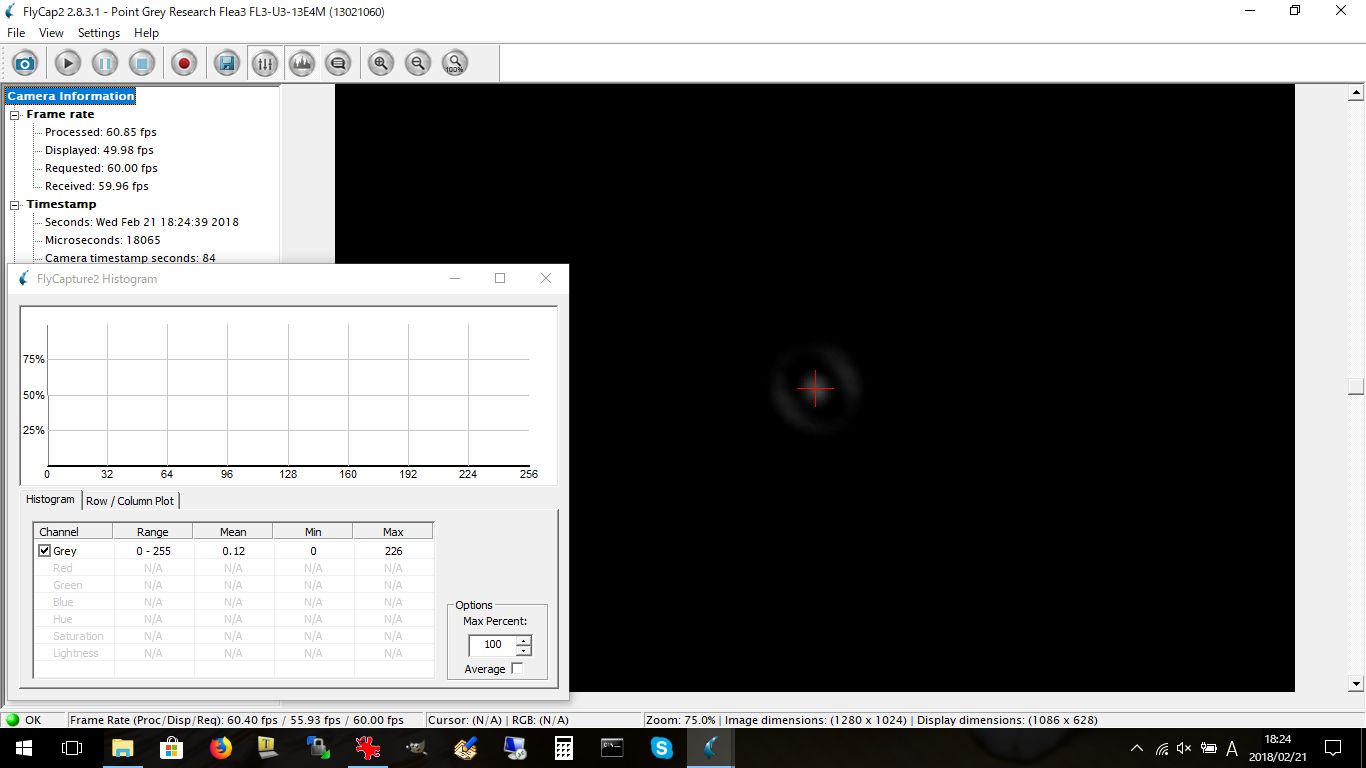
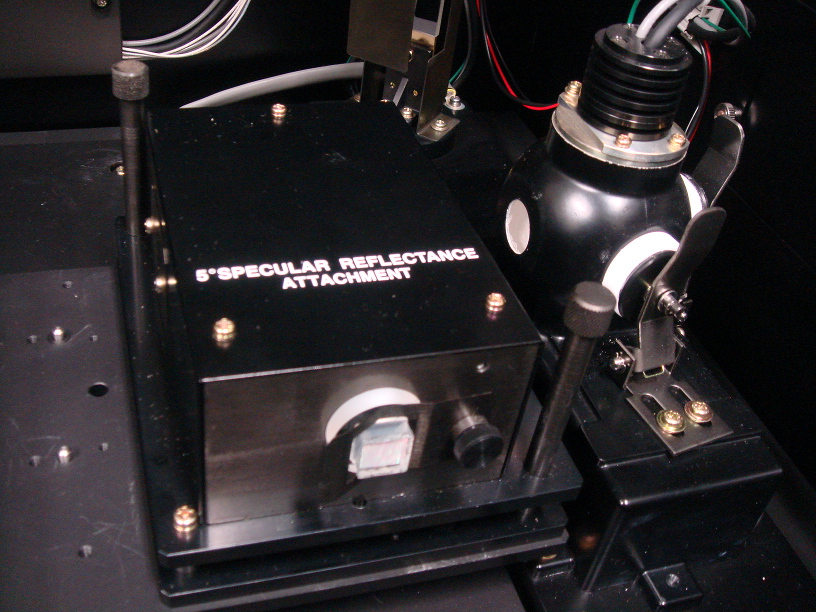
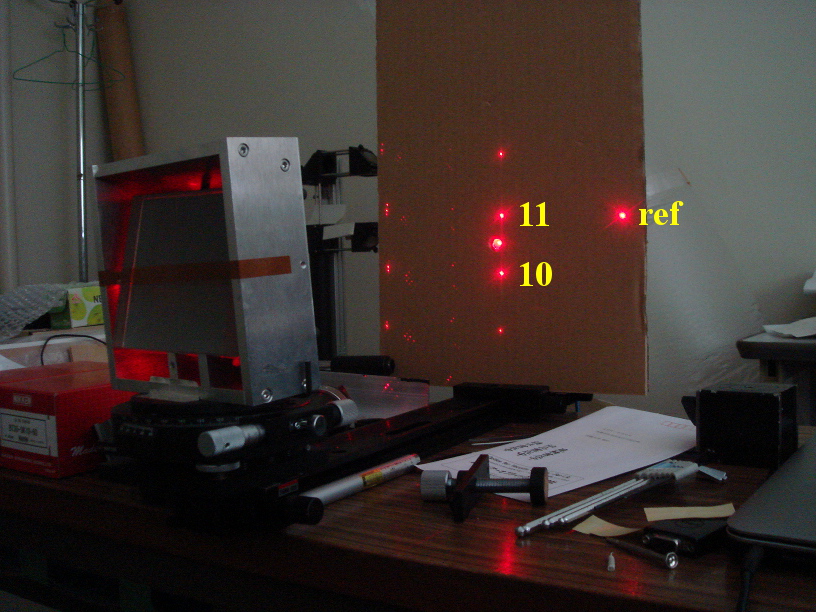
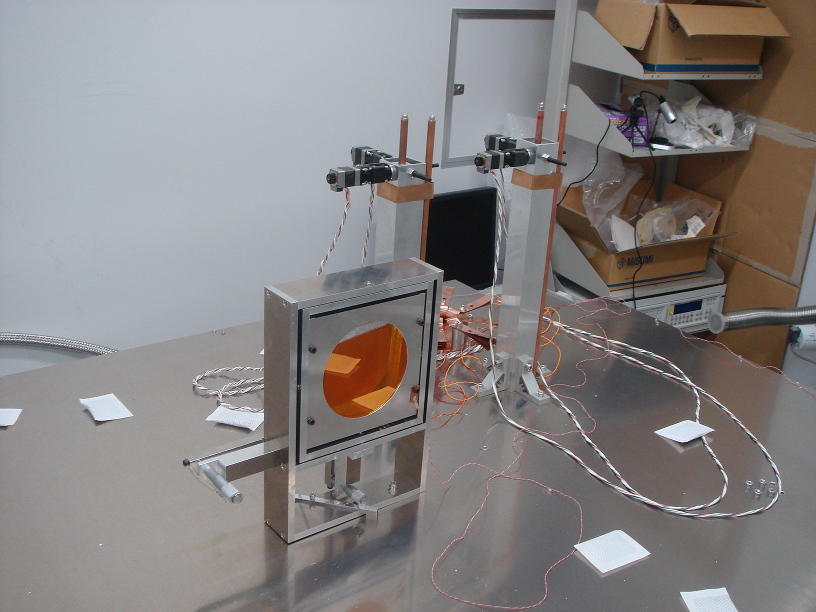
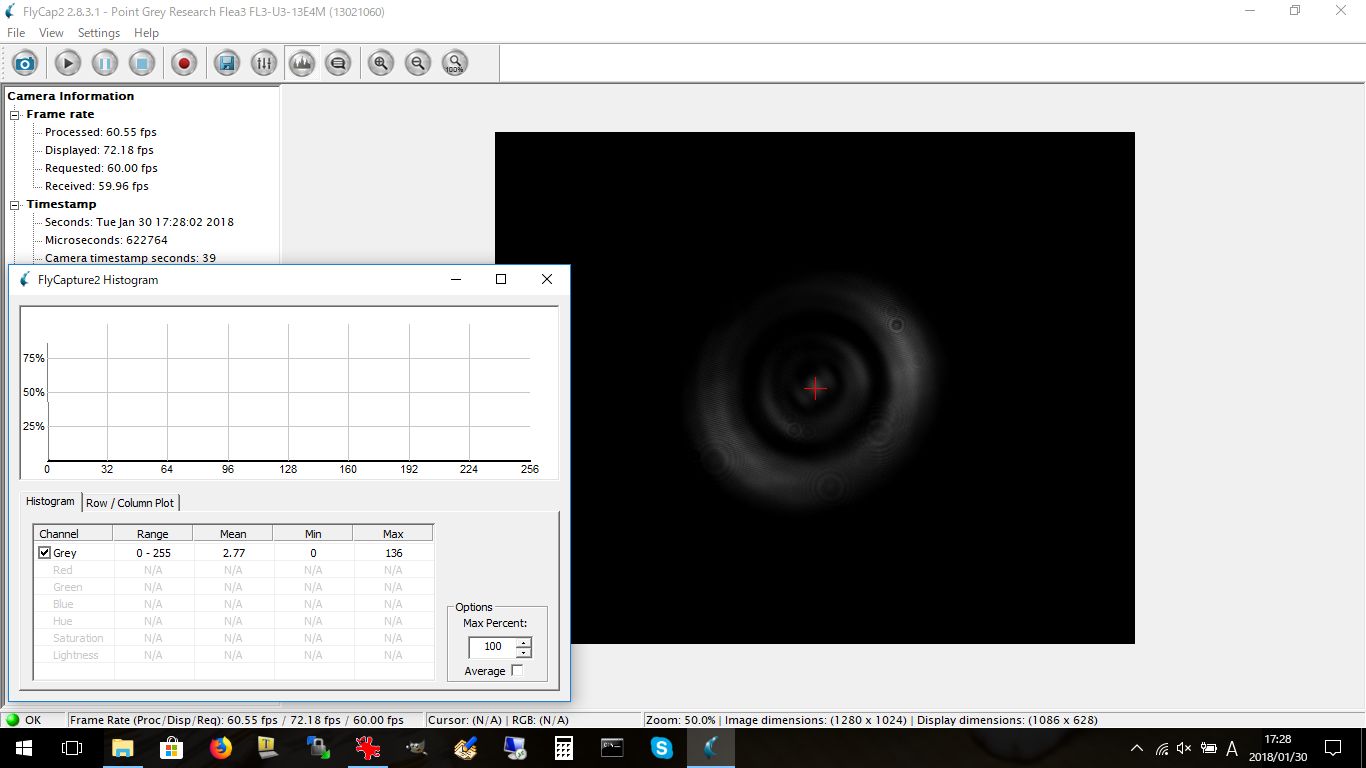
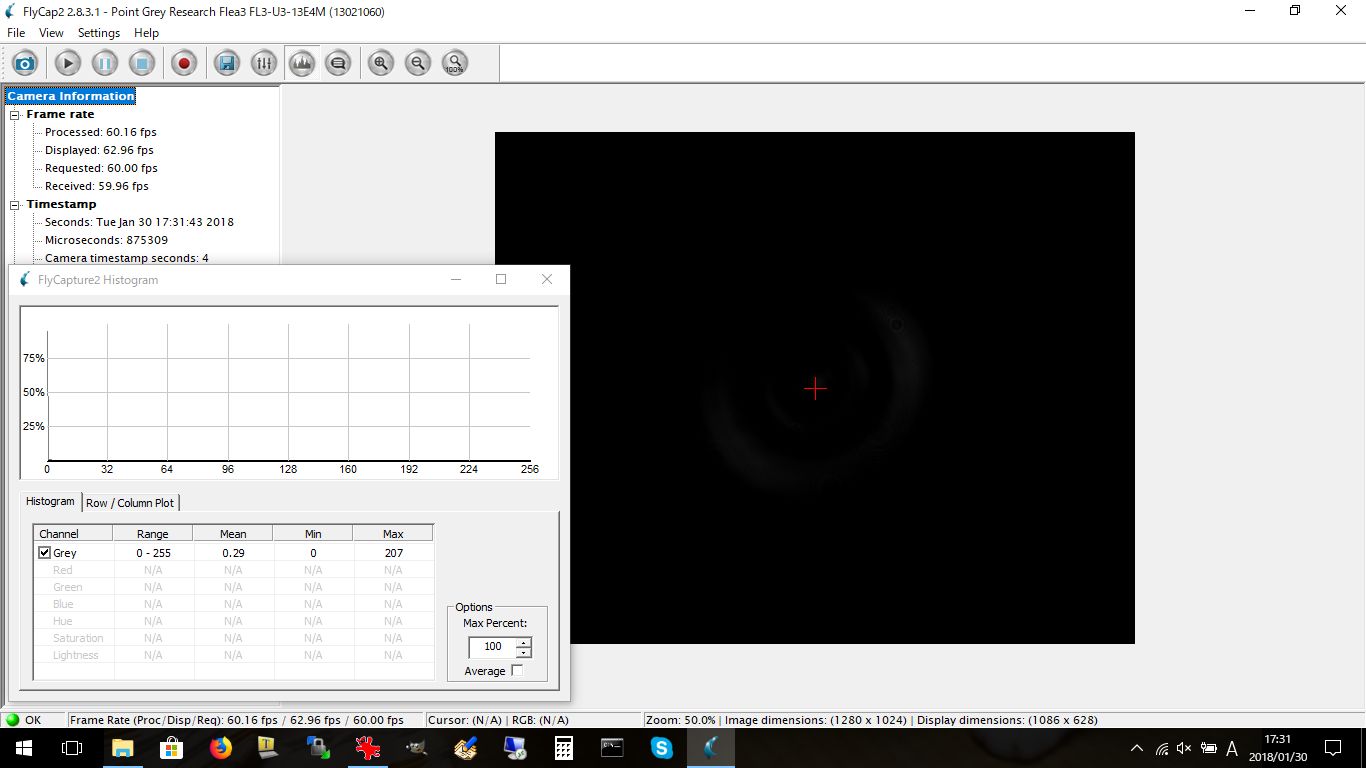
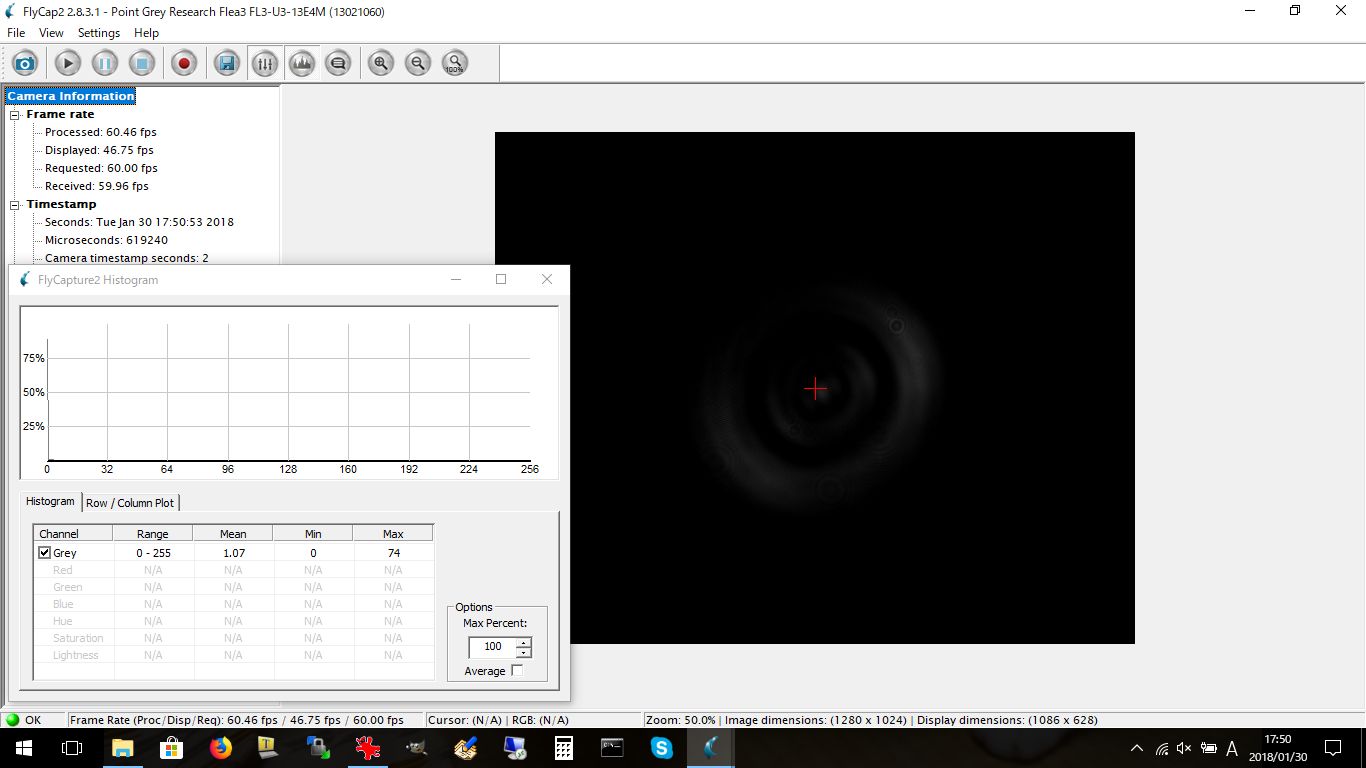
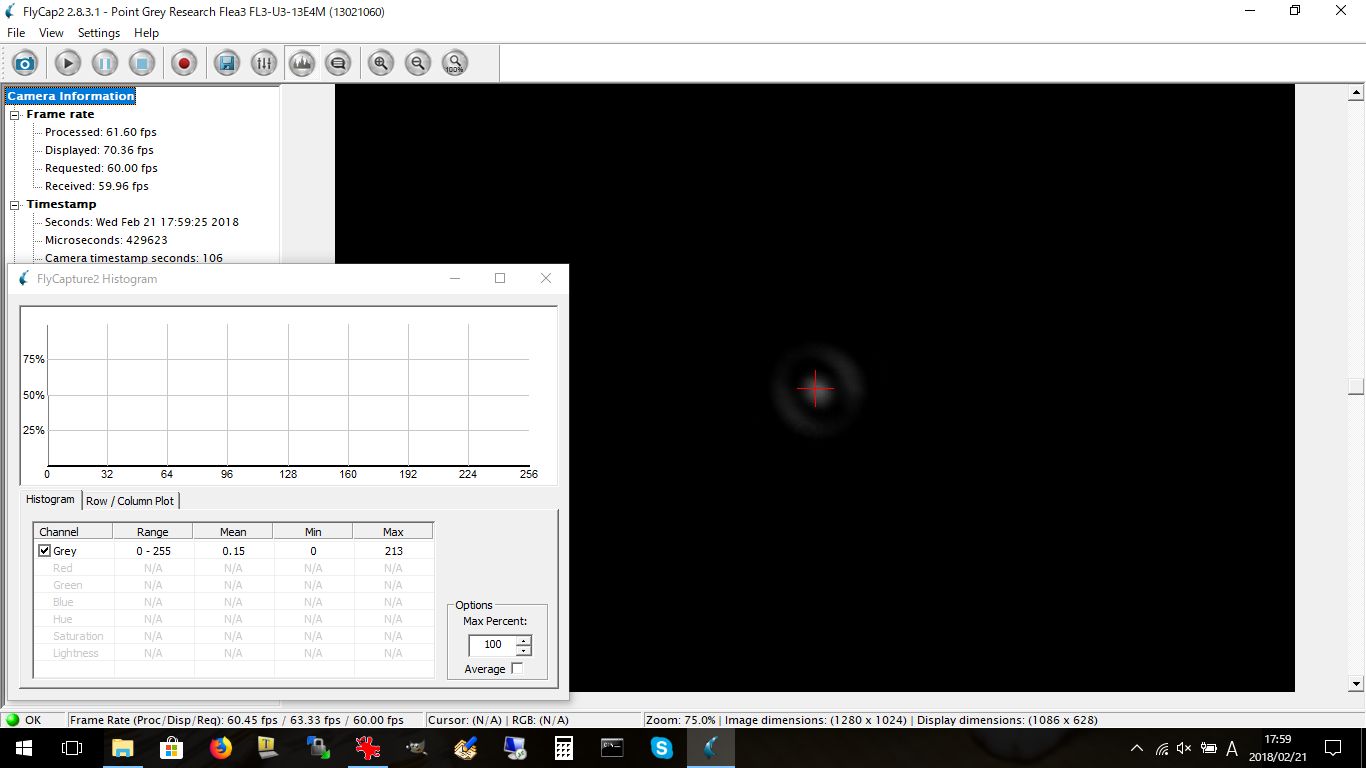
CMOS カメラと赤色ダイオードレーザを用いて、簡単な効率チェックをしてみた。傾斜ステージと回転ステージを重ね、その上に素子ホルダを置く。それに正対させて ND フィルタ付き CMOS カメラとレーザヘッドをできるだけ近づけて置く。最短の 16msec 露出で、まずは、平面鏡のカウントを調べ、直後に参照鏡を挟み込んでカウントの比を取ることで、レーザー波長(635nm)での相対効率を調べる。


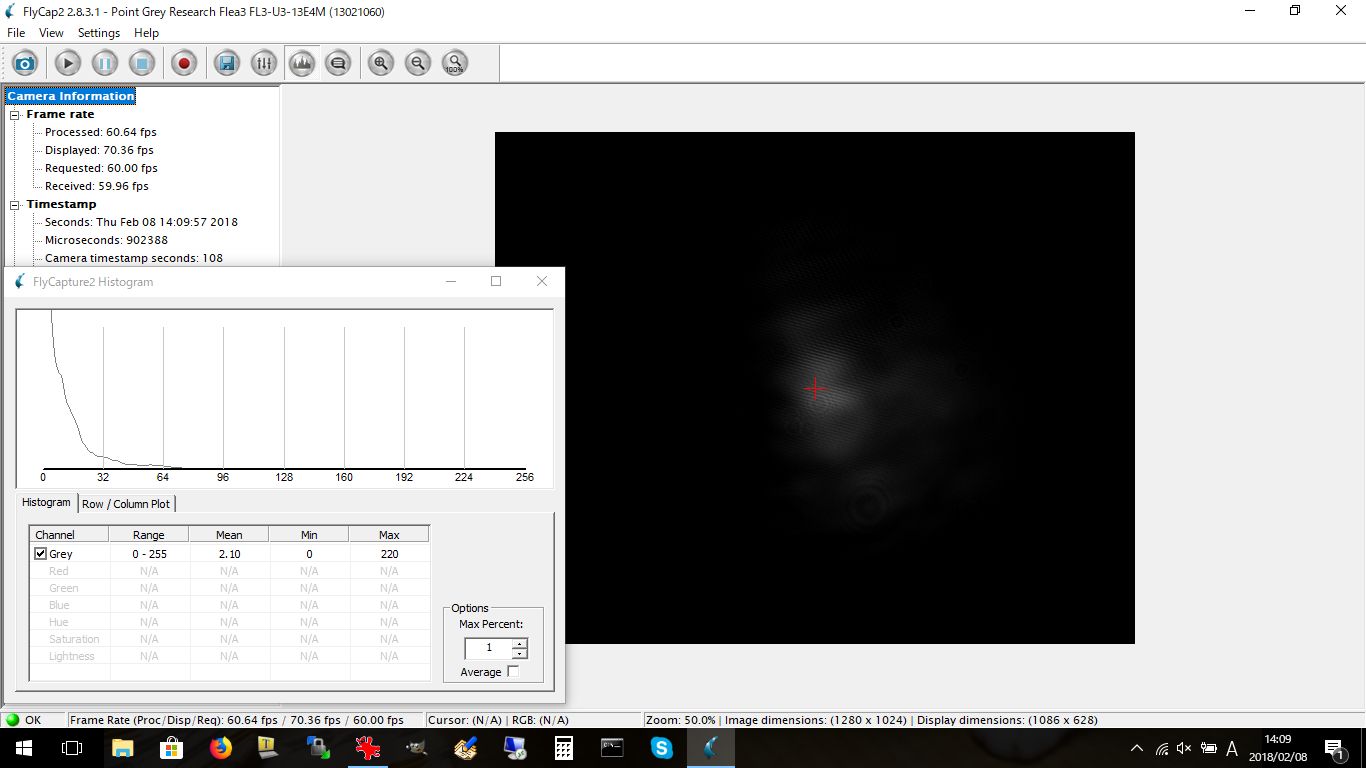
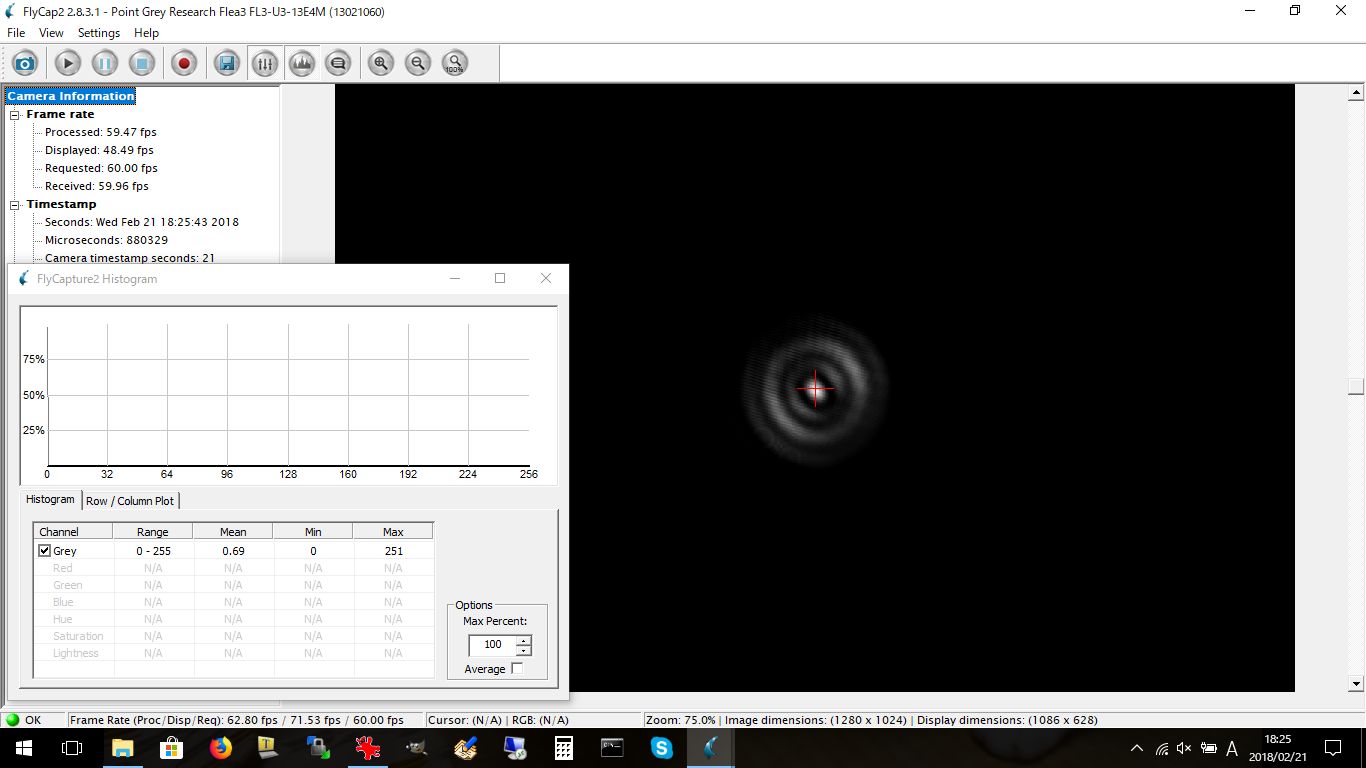
カウント比はほぼ1だったので、問題なく計測できることを確認。次に回折格子の表面側から入射させてみる(右列は参照鏡の写真とデータ)。


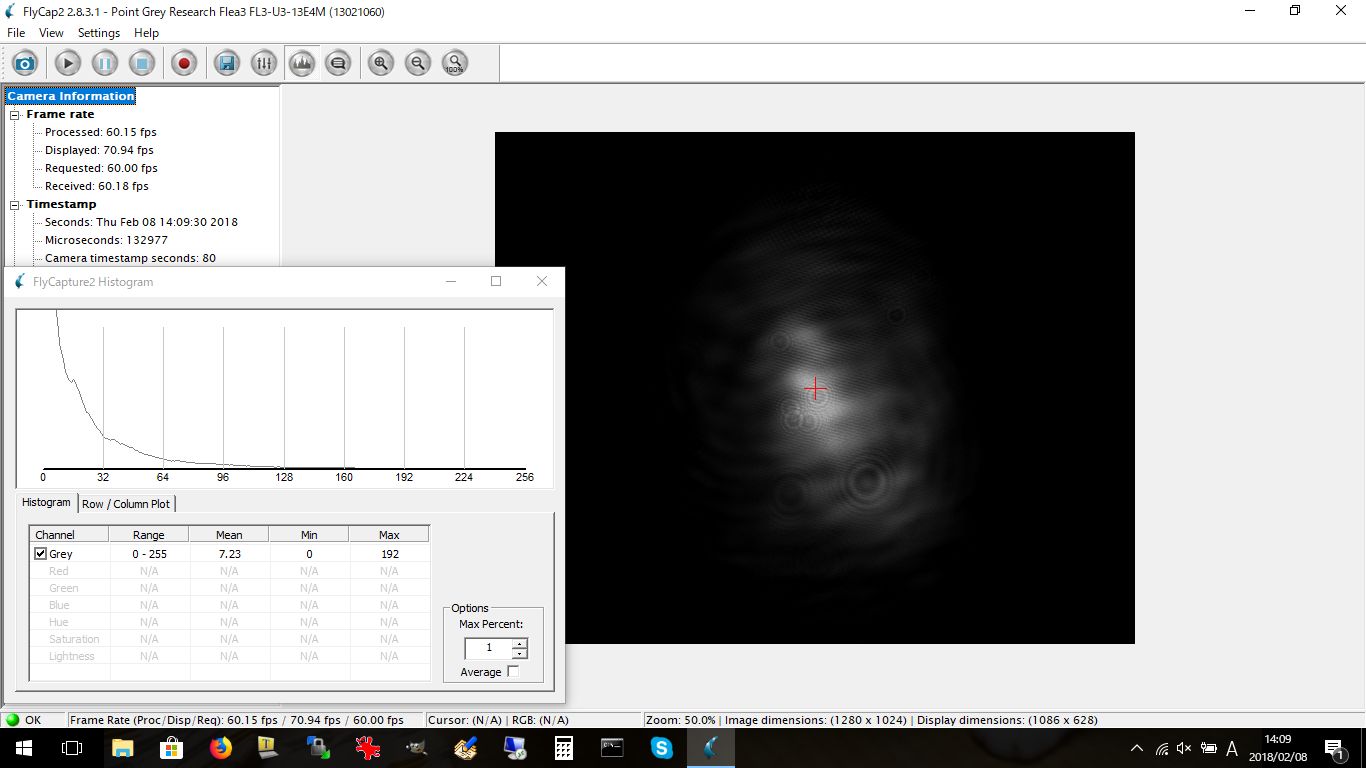
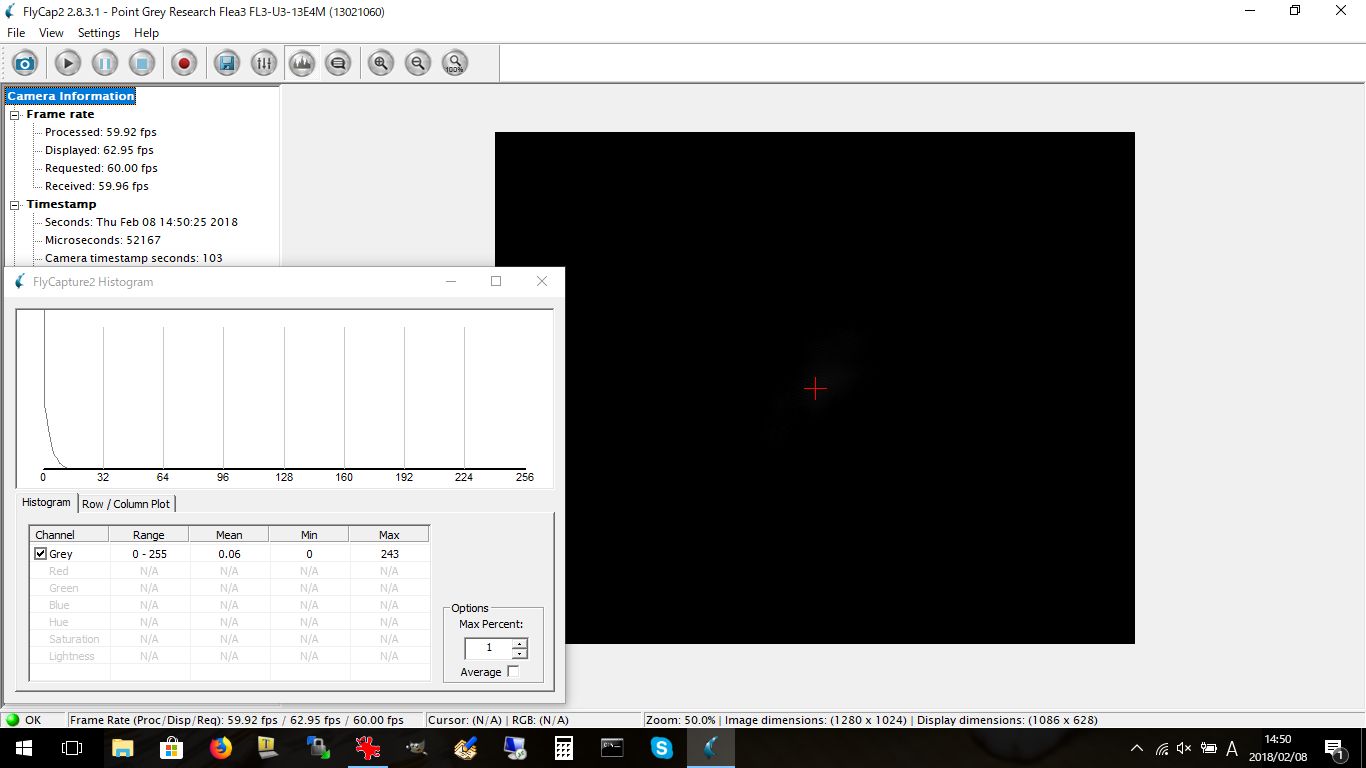
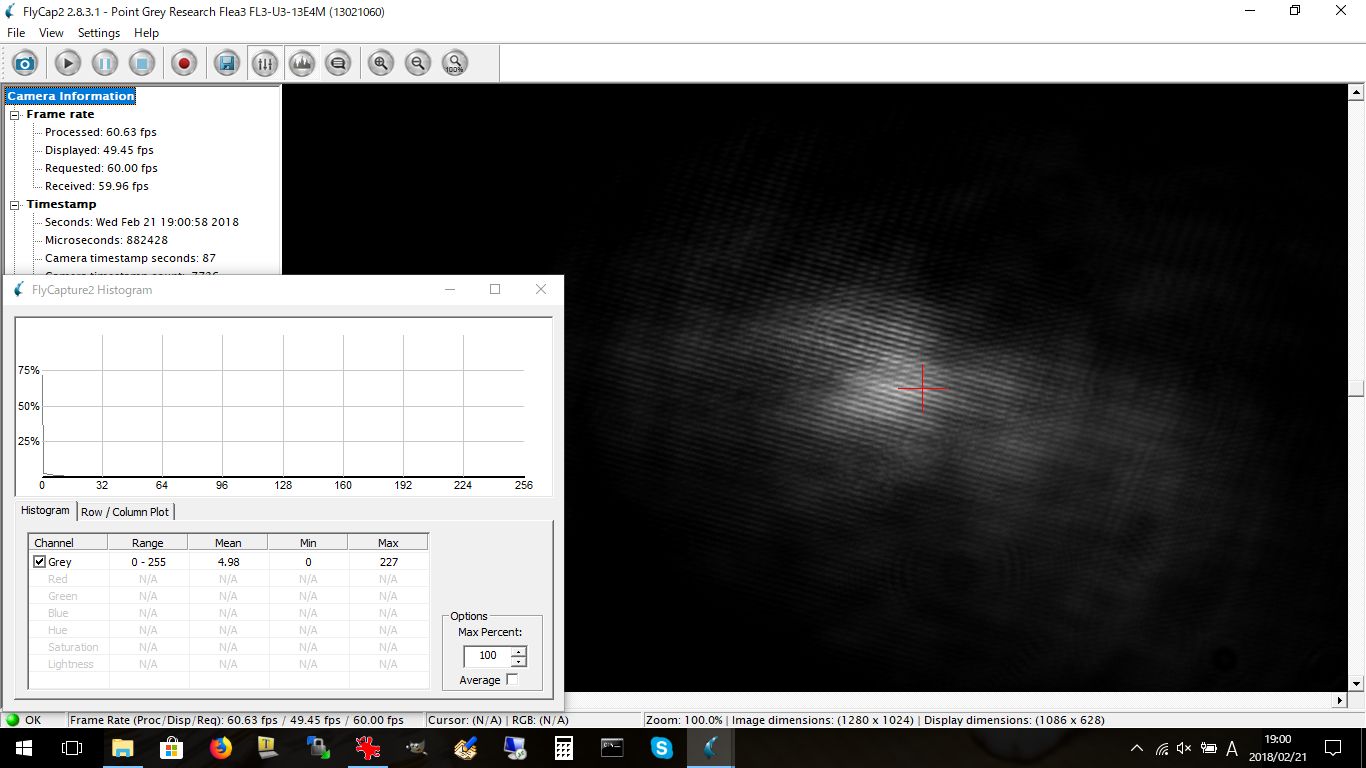
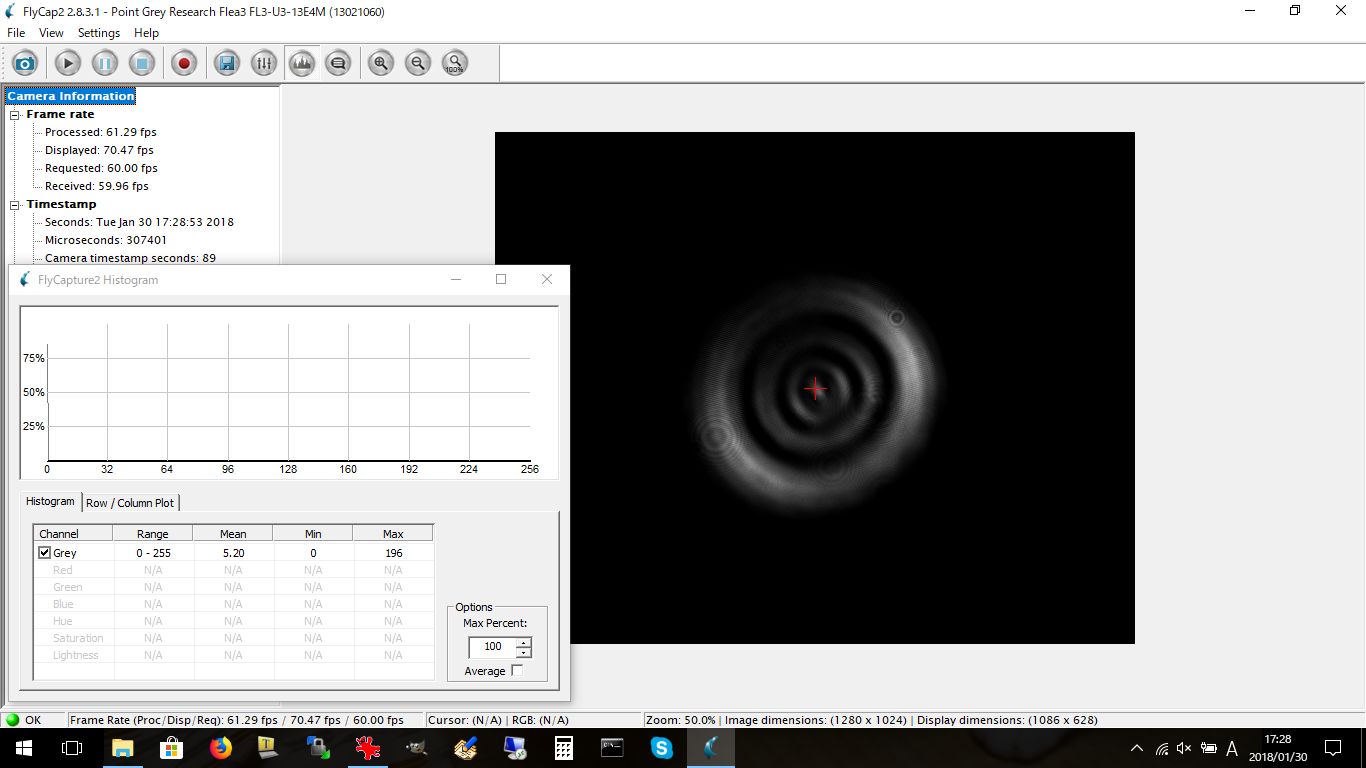
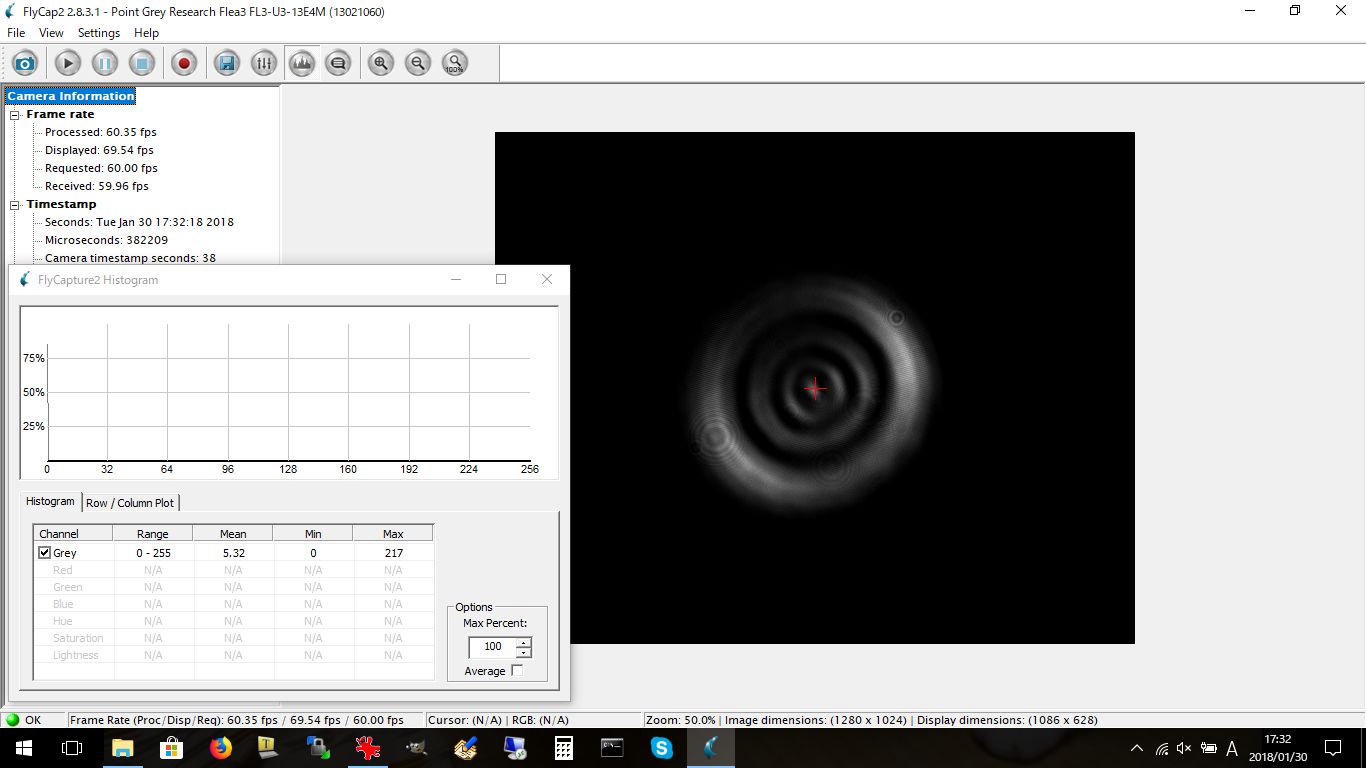
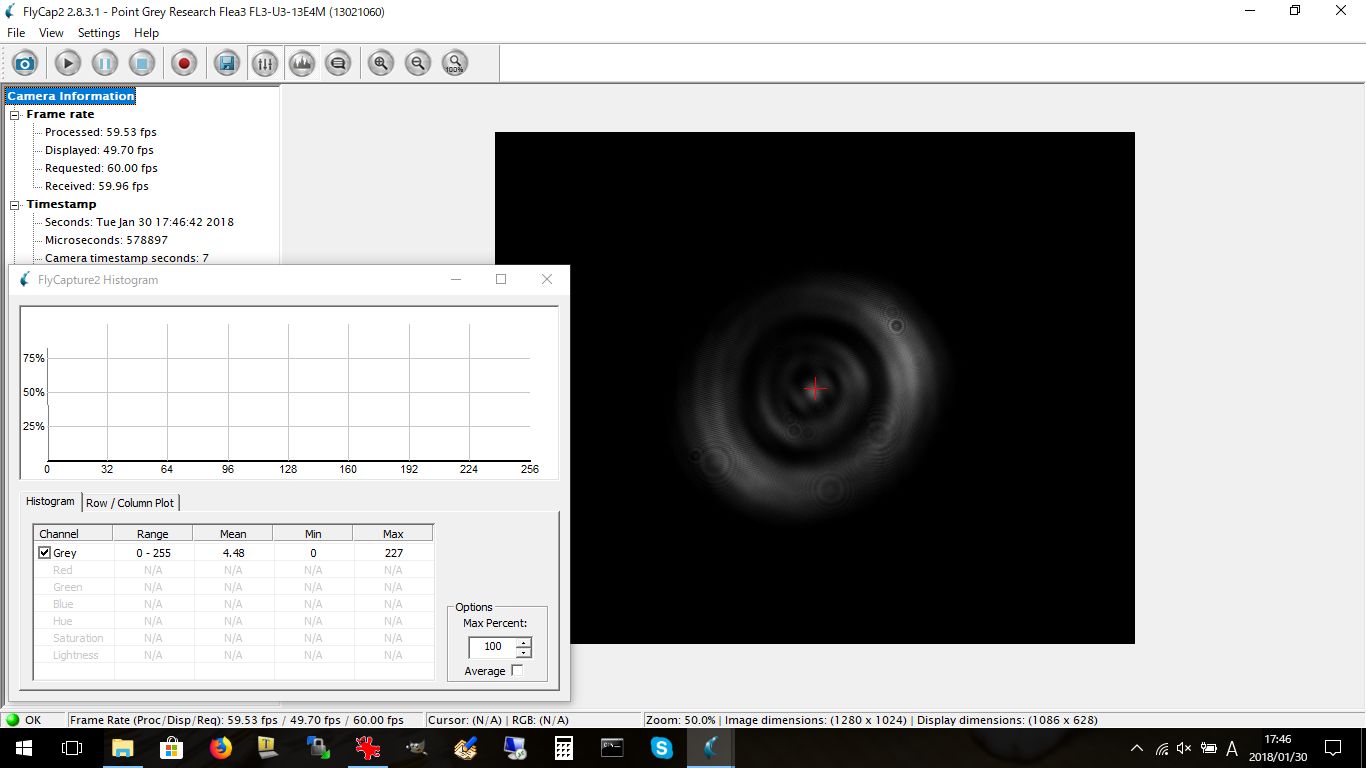
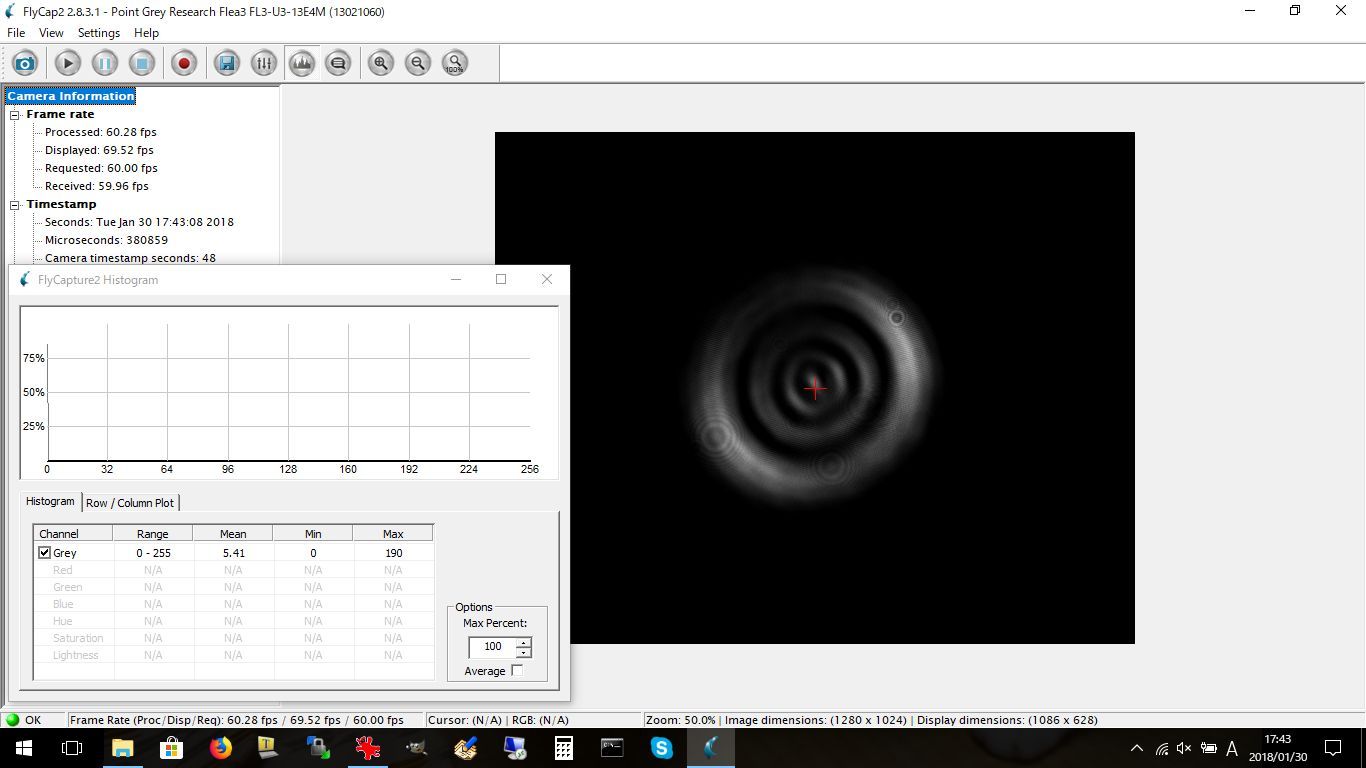
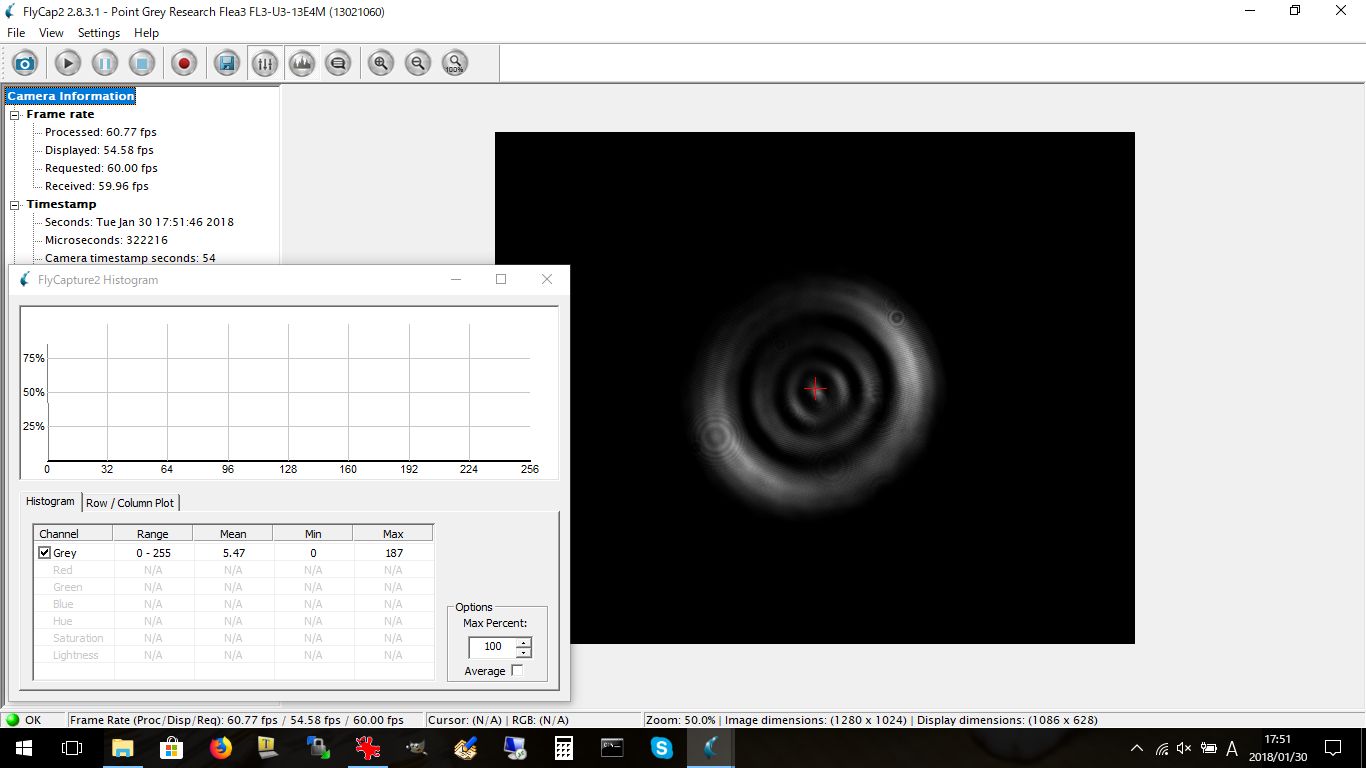
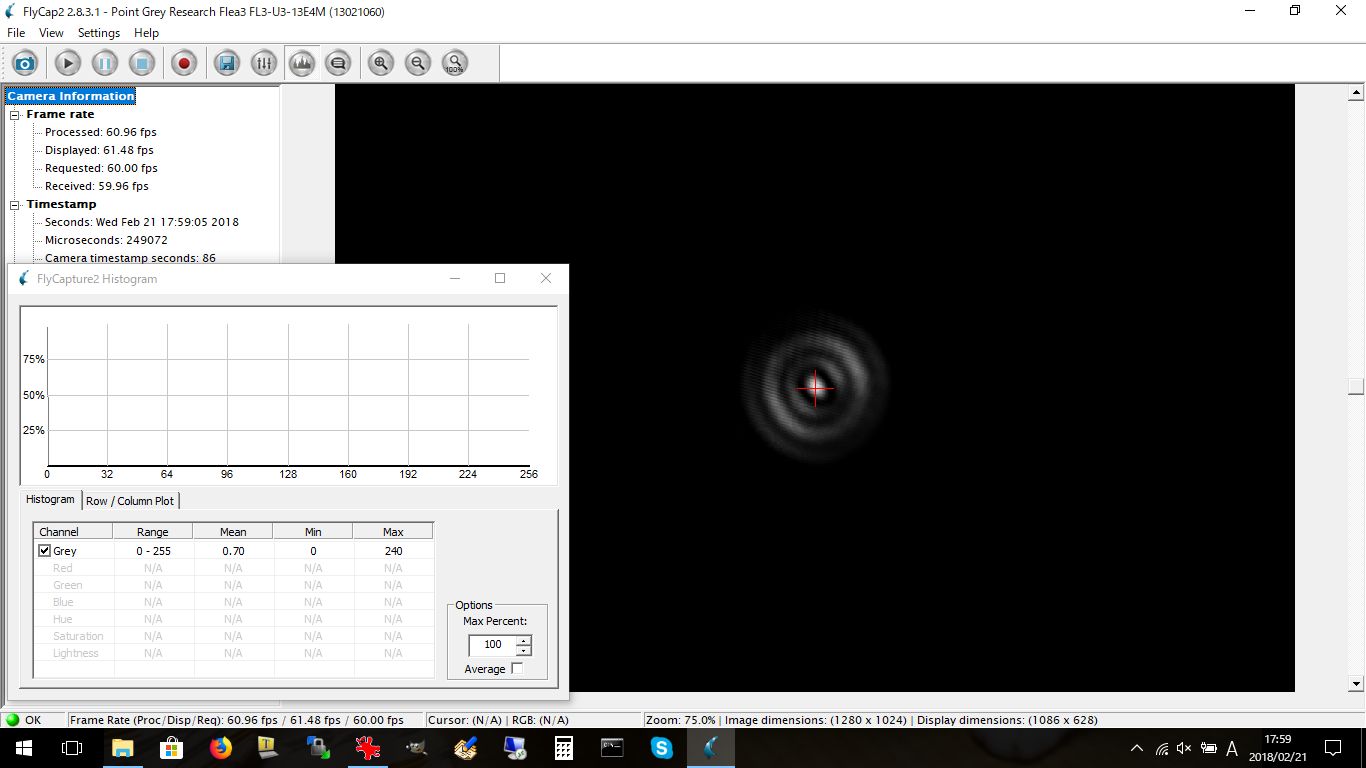
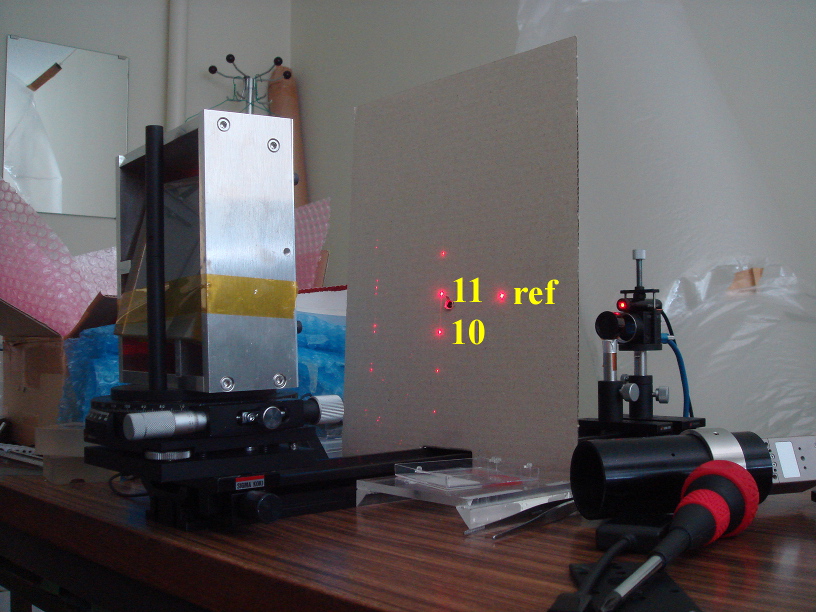
カウント比は 2.77/5.20=0.53、隣の次数の次に明るいスポットに合わせると 0.29/5.32=0.055 と1桁暗くなる(反対側はもっと暗い)ので、1つの次数にエネルギーが集中している事がわかる。因みに、この回折格子のブレーズ波長は 4.46μm (これは実測値で、groove 210本/mm からブレーズ角を算出すると 27.93°となる)で、4.46/0.635=7.02 とほぼ7次の次数にピッタリ合っている事もエネルギーが集中する理由となっている。次に、問題の裏面から入れてみる。


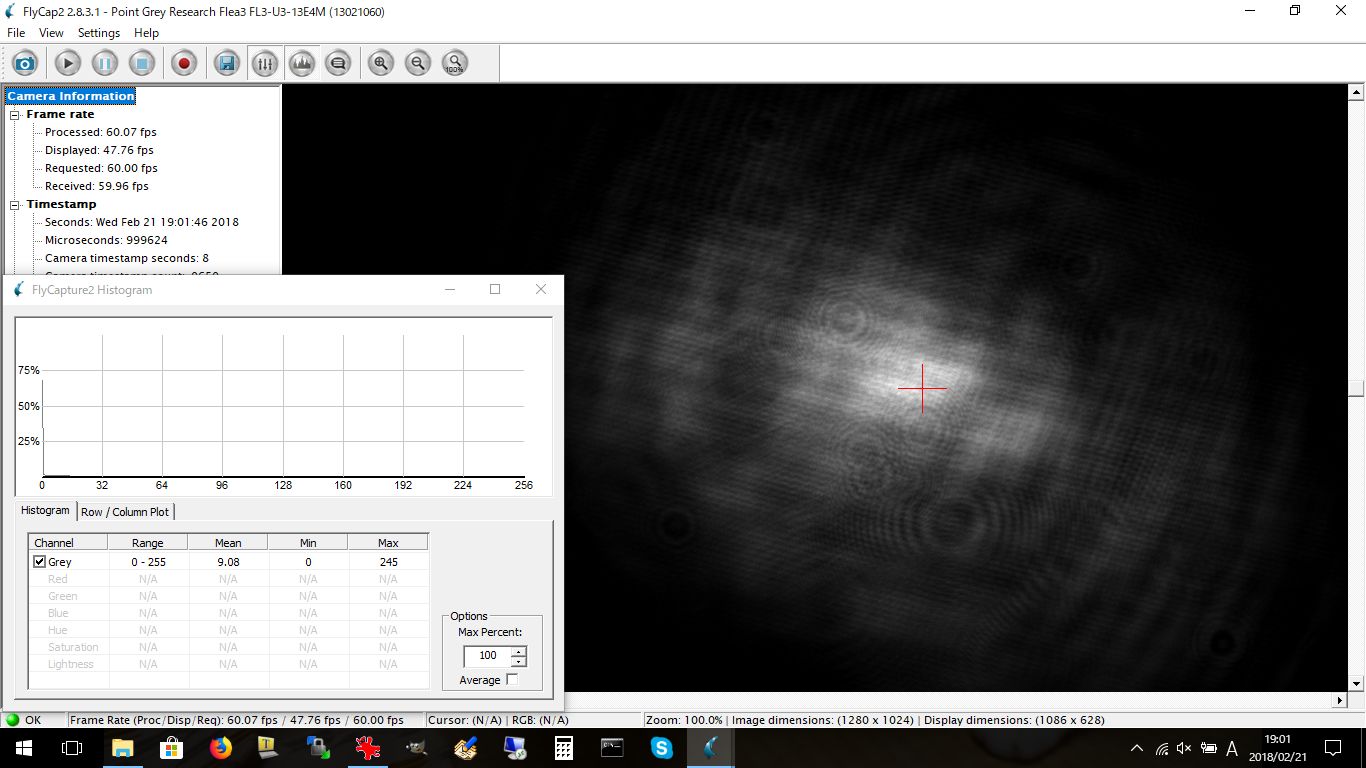
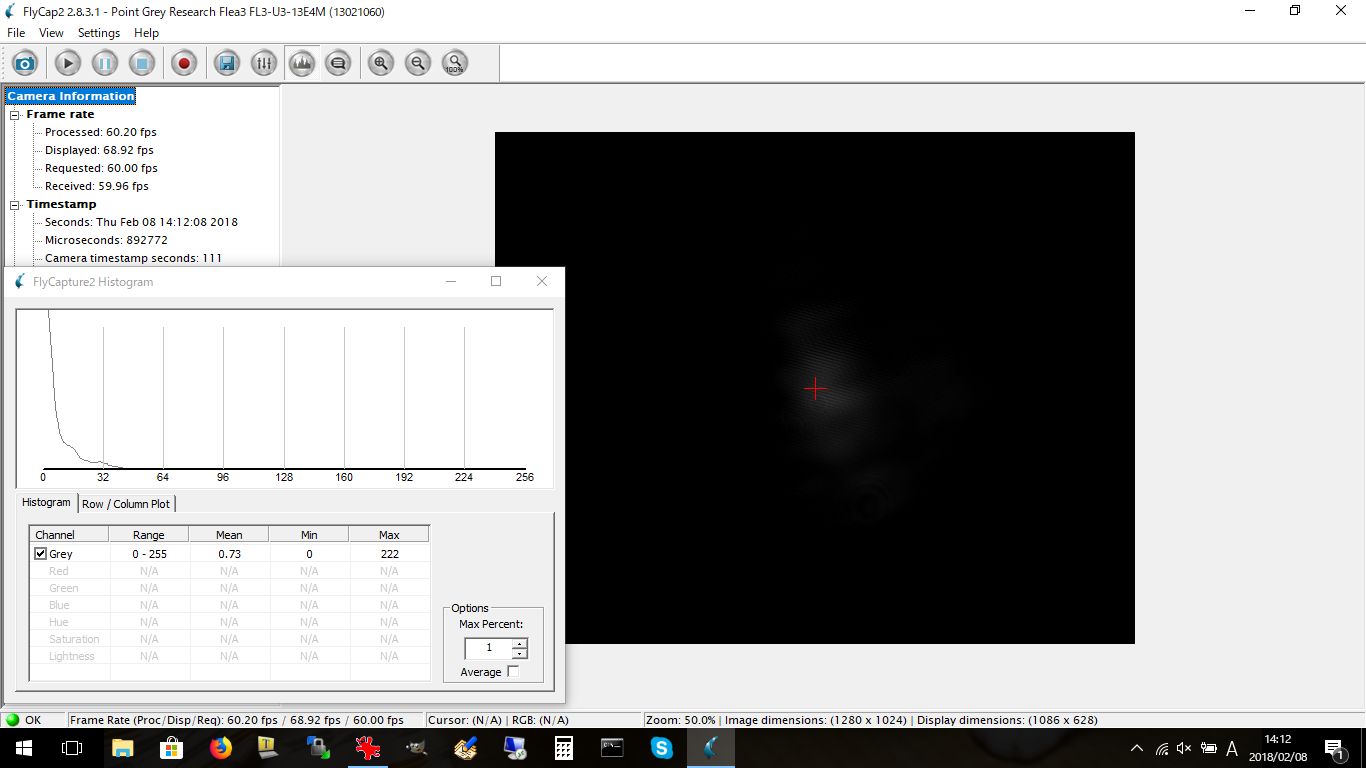
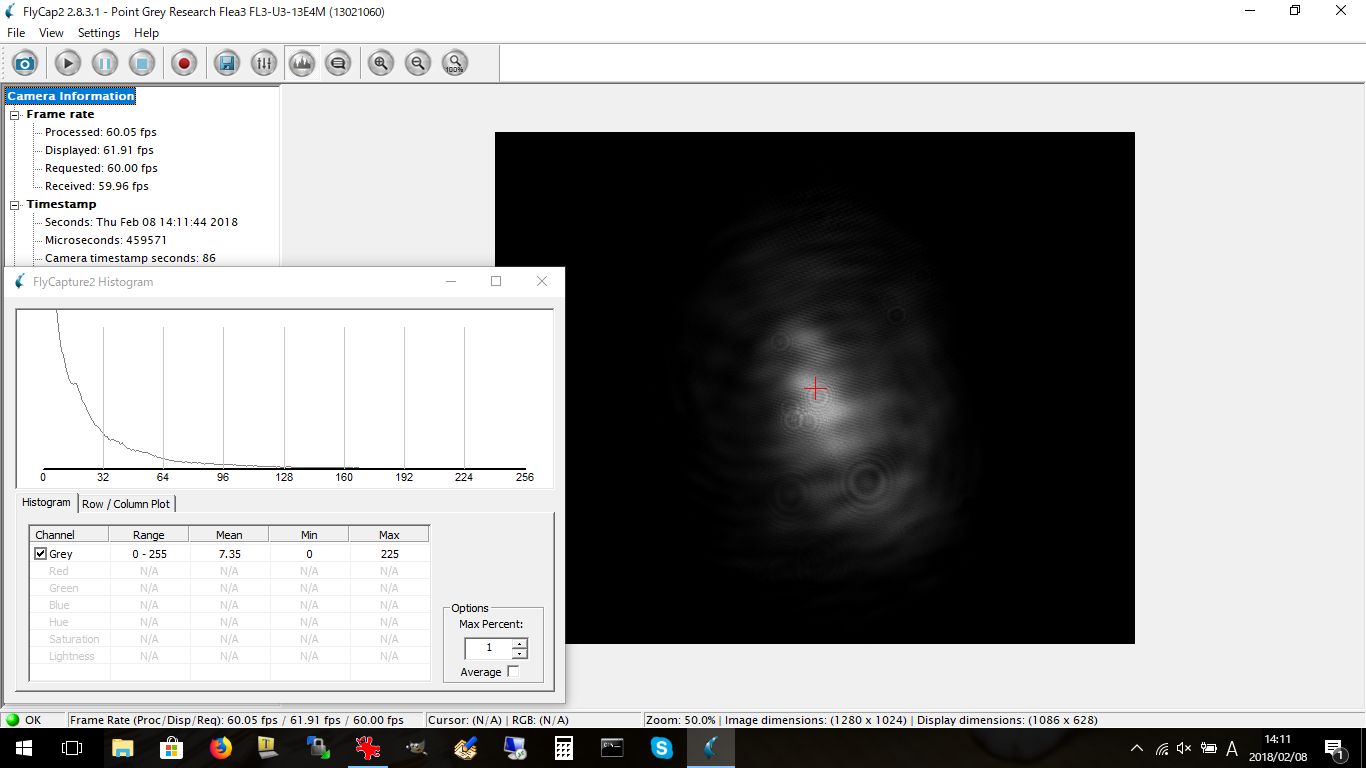
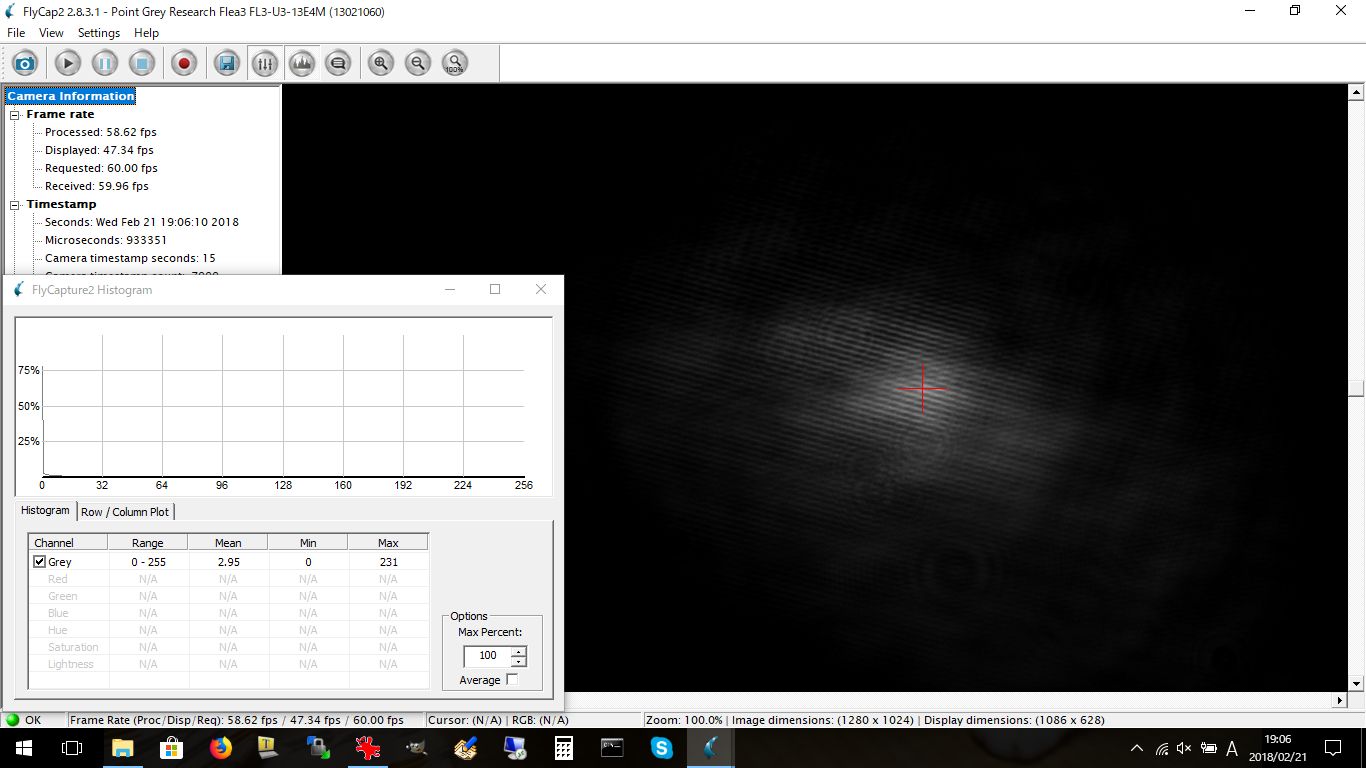
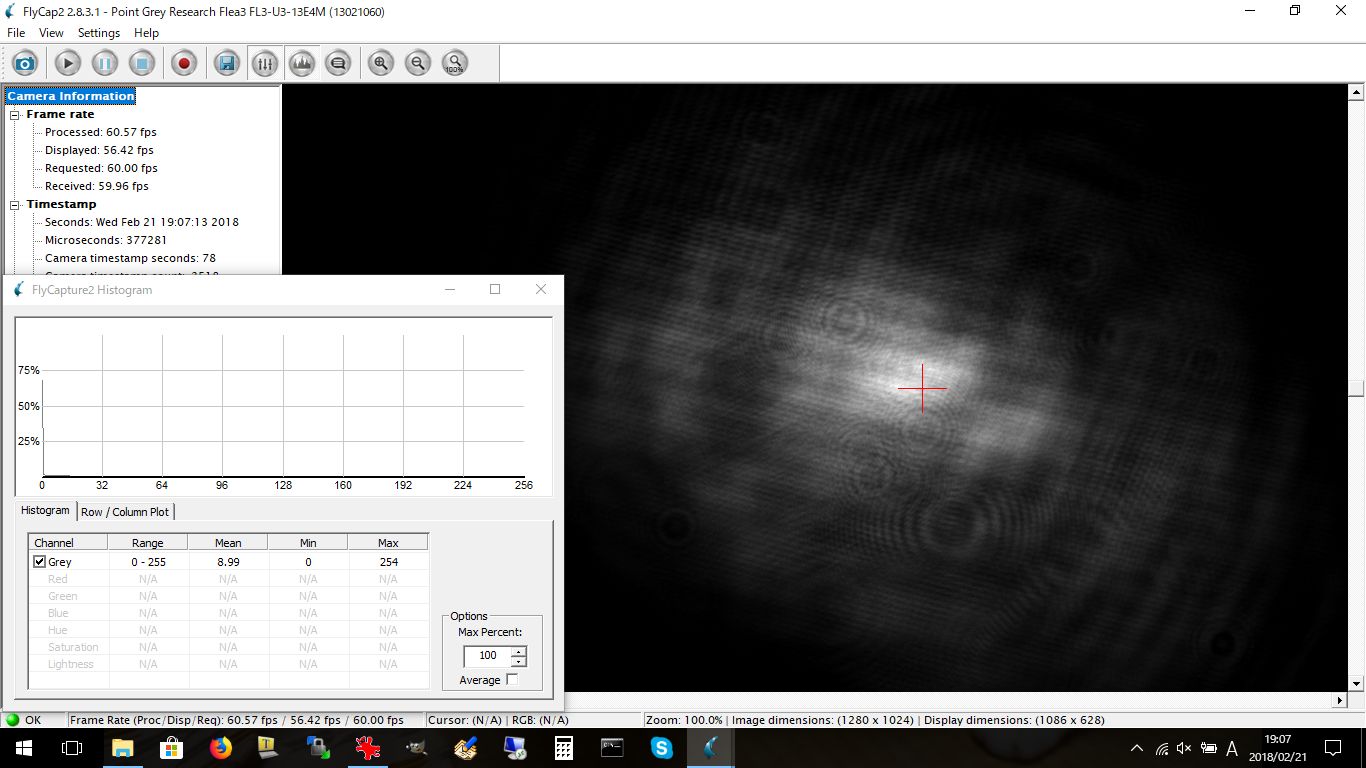
背面からの入射の場合 16msec では暗くて良く見えなかったので、露出時間をほぼ10倍の 157msec にした。これを顧慮するとカウント比は 4.48/5.41*16/157=0.084、隣の次数の次に明るいスポットに合わせると 1.07/5.47*16/157=0.020 となり、2つを合わせても表面側の 1/5 になっている。使用したレジン(#3)の屈折率は 1.56 なので、背面から見た時のブレーズ波長は 4.46x1.56=6.96μm で、レーザーの次数は 6.96/0.635=11.0 でピッタリ11次。両側の複数の次数に同程度のエネルギーが分かれる(目視では5個くらいのスポットができている)、背面表面での反射ロス (往復で 〜20%) としても、レジン部分で更に半分ロスしていないとこの状態にはならない。以前計算した gsolver での効率を見ると、0.6μm での理論的な効率自体がかなり低そうだったが、計算波長範囲と次数の範囲を増やして計算しなおしたら、理想的な形状が出ていれば短波長側では逆に効率が上がる感じだ。また、レジンの透過率は Richardson Grating の HP 上にあって、ほぼ 100% で問題ない感じ。長波長での試験のために、ソーラボで 980nm のレーザーと950nm カットオンフィルターを買ってみる。 意外と明るかったので結局 950nm カットオンフィルターは使わず、普通に ND フィルターで同様に測定。
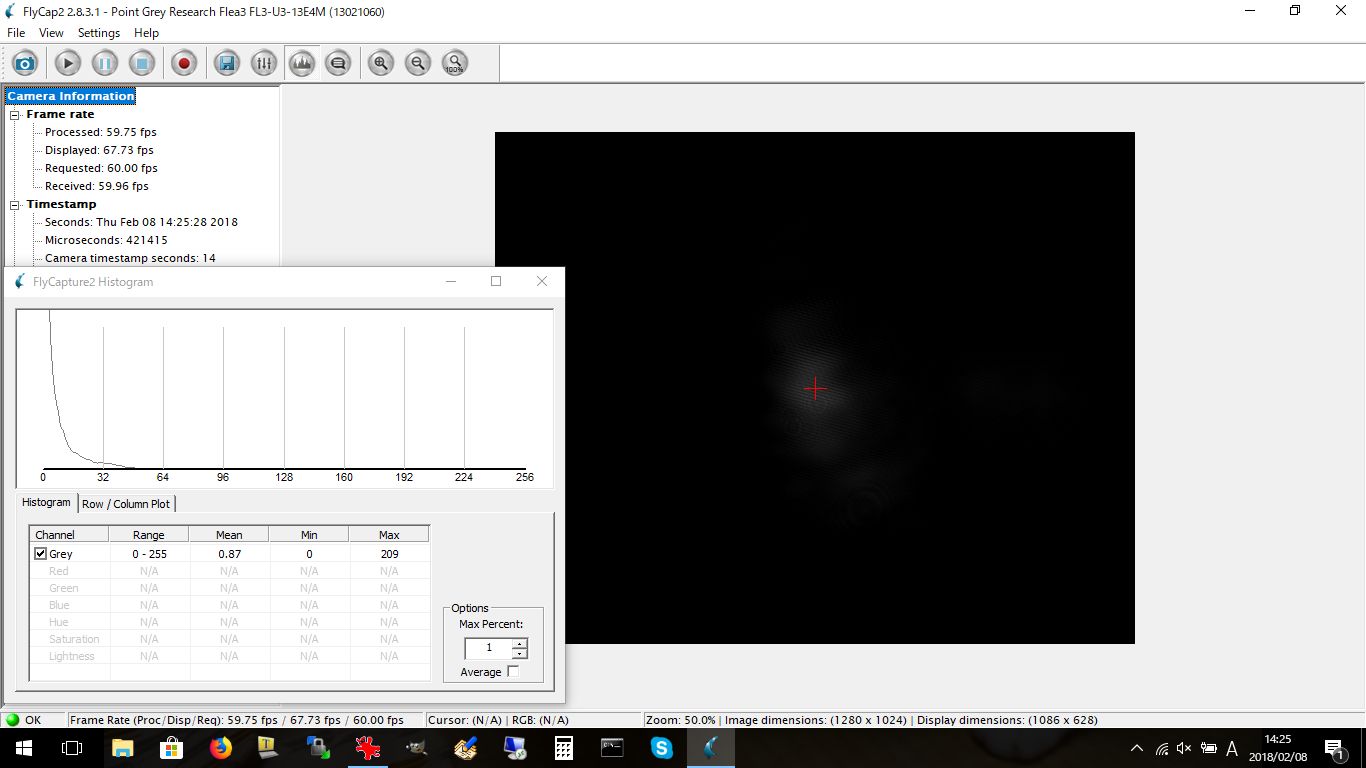

レーザーが見えないので一苦労だが、何とか入った。レファレンスを撮ることができないので、レーザー強度が上の試験と余り変わっていないと考えると、0.06/0.72=0.083 で、まあ大体予想通り。大半のエネルギーはやはりレジン付近で吸収されてしまうのか?
●Hall 素子低温試験1回目の冷却試験の際、ホール素子の出力電圧が随分低くなっている事に気がついたが、よく考えたら2種類入手したホール素子のどちらを使うかを常温の特性で決めていたので、窒素温度での特性を確認してみる事にした。入力電圧の最大値は InSb のHW-300Bは2V、GaAs のHG-362Aは8Vだが、比較のためどちらも常温での入力電圧は 2V とし、窒素温度では電流値が 10mA を余り超えない範囲で上げていく事にした。結果は以下の通り。
というわけで、傾斜センサのホール素子を全て HG-362A に取り替え。
●冷却試験その2アクチュエータをベアリング交換したより信頼性の高いものに取り換え、プランジャも分解洗浄し、傾斜センサを GaAs タイプのものにして再度冷却試験。ベーキングは無事終了し、冷却開始。今回は内部に活性炭を多く入れ、冷却開始と同時に真空バルブを閉じて冷却速度の違いを見る。傾斜センサはギリギリの振り子の長さを狙いすぎたせいか、重り先端の磁石がホール素子に少し接触しており、うまく機能していない...(モーターが動いている事は確認できた)冷却性能は、前回のバルブ全開+ポンプ引きっぱなしの時とほぼ同じだったので、最終的にはこの形態で冷却するのが安全そうだ。今回はこれが確認できたので冷却試験は終了し、常温に戻す。
●Prism+Grating の貼り合わせ その2回折格子を裏面から使う事が困難となったため、表面側をスタイキャストで埋めて使うことを考えてみる。まずは、スタイキャストの透過率をちゃんと調べるため、厚さ 1.7mm の空間を全てスタイキャストで埋めて透過率を調べてみた。また、測定後のサンプルをそのまま液体窒素に入れてみた。

左図上段の赤と桃は前回測定した際のスタイキャストで密着させた時のデータ。青は、今回準備した厚さ 1.7mm のスタイキャストで接着した場合のデータ。下段は上記2つの比から算出したスタイキャストの内部透過率を 0.1〜1.6mm に換算したもの。これを見ると、スタイキャストの厚さは 0.1mm 程度に抑えないとかなりの吸収が出ることがわかる。また、そのまま窒素温度に冷却すると、直径15mm の小さなサンプルであるにも関わらず、スタイキャストが粉々にヒビが入ってしまった。とにかく、スタイキャストの層はできるだけ薄くする必要があることがわかった。適切なスペーサと、ヒビ割れしない厚さを調査する。 その後、上記写真のφ15mm基板の他、接着剤試験で用いたφ15mm ミラーのコーティングをキッチンハイターで剥がして3組のサンプルを作り、スタイキャストの厚さを 50μm x2, 100μm, 200μm の3種4組のサンプルを製作した。200μm の急冷はミラーごと割れてしまったが、100μm, 50μm のものをゆっくり冷却するとスタイキャストも割れなかった。50μm 急冷はやはり基板から割れてしまった。厚さ数十μm 以内であれば、何とか割れないようだ。 テスト用回折格子を購入した。
とりあえず、同様に表面と裏面の効率を2種類のレーザーで計測してみる。 635nm 表面: 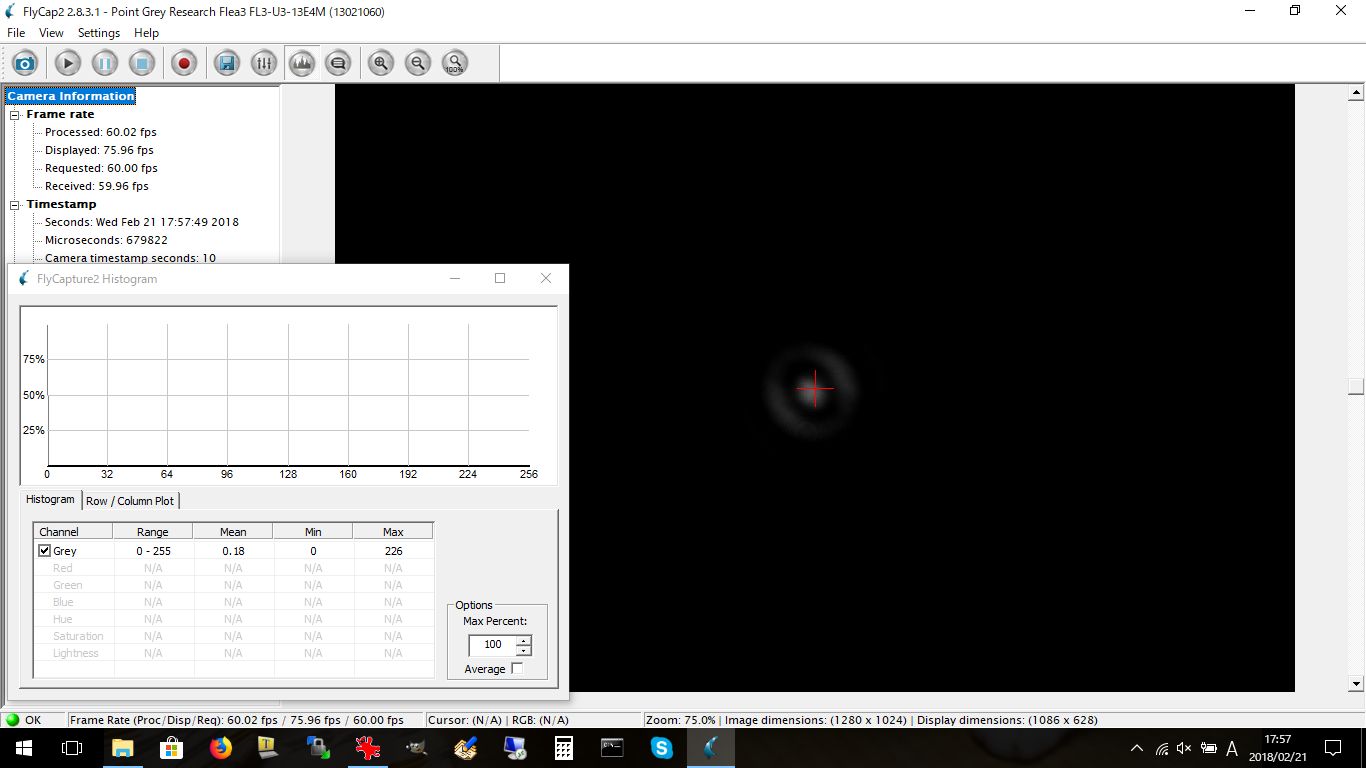
 25% => 60.7% 25% => 60.7%
 25% => 67.1% 25% => 67.1%
 1.7% 1.7%
 11% 11%
表側の効率に関しては、CMOS の背景光が0にならないように ND フィルターのカメラ側に光を当て、アルミミラー、回折格子、レーザー OFF の順で素早く露出して fits で保存、背景光を差し引いて半径 300pix 内部のカウントにより明るさを評価した。その結果、635nm で 60.7% と 22.8%、980nm で 67.1% となり、これが正しい値のようだ。

i-Fizeau で回折格子の面形状を調べてみた。 テストとしてφ50mm 平面鏡(安物)、テスト用回折格子
(計算領域を○&□で選択できないので、仕方なく○で計算)
スタイキャスト1264 を混合後、注射器に入れて真空引きしてから回折格子の上に盛り、上に窓材を置いた。作業直後はブレーズは正常に保たれている感じ(ゴミの混入には注意していたが、何やら影のようなものが...)。

とりあえず、スタイキャストの影響を調べるため、分光計で0次光の効率を測定。ブレーズに対し4方向からの入射となるように90°ずつ回転させて4回測定した。
右図上段、赤桃がブレーズに対し直角方向から入射、青水が平行方向からの入射。どちらもスタイキャストの吸収が見られないことから、厚さは100μm よりは十分に薄くなっているものと考えられる。 前回と同様に2種類のレーザーと背景光としてハロゲン光源を用いて効率を計測したところ、635nm で 40.5%(60.7%) と 9.3%(22.8%)、980nm で 39.1%(67.1%) となり(()は貼り合わせ前の値)、635nm の片方ではやや暗くなったが、それ以外では2/3弱程度。45°近い入射角での表面反射と張り合わせ面でのそれぞれ2回のロスを考えると大体想定通り。貼り付け前の次数は 1.6/0.635=2.52 と 1.6/0.98=1.63、貼り付け後の次数はそれぞれ 1.54倍して 3.88 と 2.51 なので、0.635nm の張り合わせ後の4次光はブレーズ角に近くやや良い値になっているかも。
上図左は貼り付け前、右は貼り付け後のスポット形状(次数は同じではない)。左中段で像が歪んでいるのは、レーザーのモードホップの最中(効率に影響が出ていたかも)。980nm の像(1/2 に縮小してある)の印象が異なるのは、見えない波長のレーザーであるため回折格子への当たり方が一定せず、ビームの一部がケラレている可能性がある。

実際のプリズムは結構重量があるので、ブレーズ面保護のためにも以下のような方法で張り合わせるのが良さそう。
●冷却試験その3傾斜センサの試験ユニットを2個にして再挑戦。調整中は問題なかったが、色々繋ぎ変えて確認していたせいか、京都に戻ってから片方の信号が正常に出ていないことが判明...(次回行った時に要再確認)。ベーキングの自動 sh スクリプトによりベーキングは自動終了。
●Prism+Grating の貼り合わせ その3Grating を裏から使えなかったので、表側に貼り合わせるための S-FTM16 のプリズムを作った。今回は基板を厚く作る必要がないため、5mm 厚さを減らして製作した。届いたので、早速スタイキャストで 接着! 。1年以上の歳月と200万近くかけて入手したものを一発勝負での接着なのでヒヤヒヤものだったが、まずまず上手くできた(非常に小さい気泡が2個入ってしまったが...)。接着剤の量が多すぎて小型の4本の注射器に分けて真空引きしたため、回折格子の中央に接着剤の山を作るのに時間がかかったこと、回折格子の溝が以前練習したテスト回折格子よりも深いため、スタイキャストが溝に沿った方向にしか流れず、全体の傾きを変えるなどしていたためスパっと作業できなかったのが想定外だった。ZnSe との貼りあわせの方が流れやすいという点で多分楽だと思う。下右の写真に模様のようなものが見えているが、接着剤を垂らしたときにその縁部分に痕がついてしまったようだ。目で見た感じでは回折格子としての性能は問題なさそうだが、若干の効率低下はあるかもしれない。結局、バネで吊り下げての接着は行わなかった。
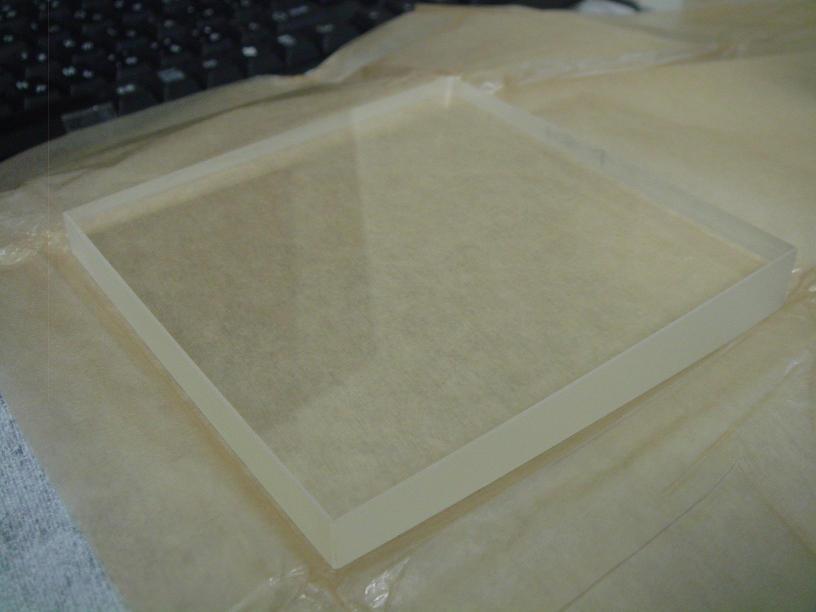


レーザーで効率を測定してみた。下右写真で13次光が写っていないが、素子ホルダの支柱で隠されている。


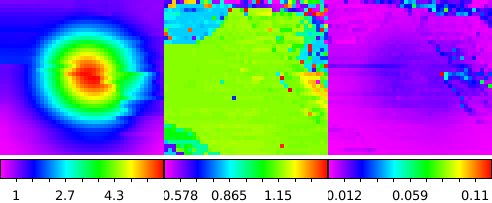
I-Fizeau を用い、10次光で面精度を測定した。アパーチャは〇で計算。
最近、暑い日が続き、不在の間は室内温度が40℃近くに上がったためか、テスト用回折格子がひどい状態に。こうなったら再起不能なので(この回折格子は、ラッカーシンナーに数日漬けておくことでスタイキャストが綺麗に取れて復活したが)、とりあえず本番用回折格子は周囲にカプトンテープを一周巻いておいた。光学素子用のスタイキャストは特に高温に弱いという事が良くわかった。
●Prism+Grating の貼り合わせ その4回折格子ホルダの内枠ができたので、ZnSe プリズムと回折格子を合わせてみた。接着前にこの状態での効率を調べてみる。


●Prism+Grating の貼り合わせ その5再製作したプリズムが納品されたので、もう1つの回折格子に貼り合わせてみる。その前に効率を確認。
 635nm 7次、60.4%
もう接着も慣れてきたので以前よりは上手に接着できた。
 635nm 11次、29.3% (以前は 23.3% だった)
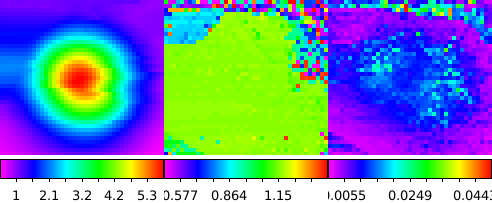
I-Fizeau を用い、10次光で面精度を測定した。アパーチャは〇で計算。
前回同様、貼り合わせる前に効率測定してみる。
 635nm 11次、15.0% (貼り合わせ前は 10.1%)
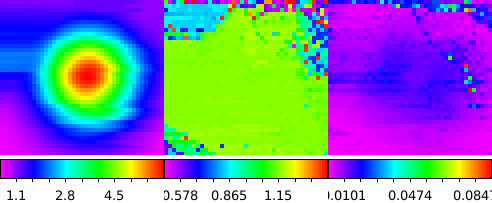
I-Fizeau を用い、10次光で面精度を測定した。アパーチャは〇で計算。
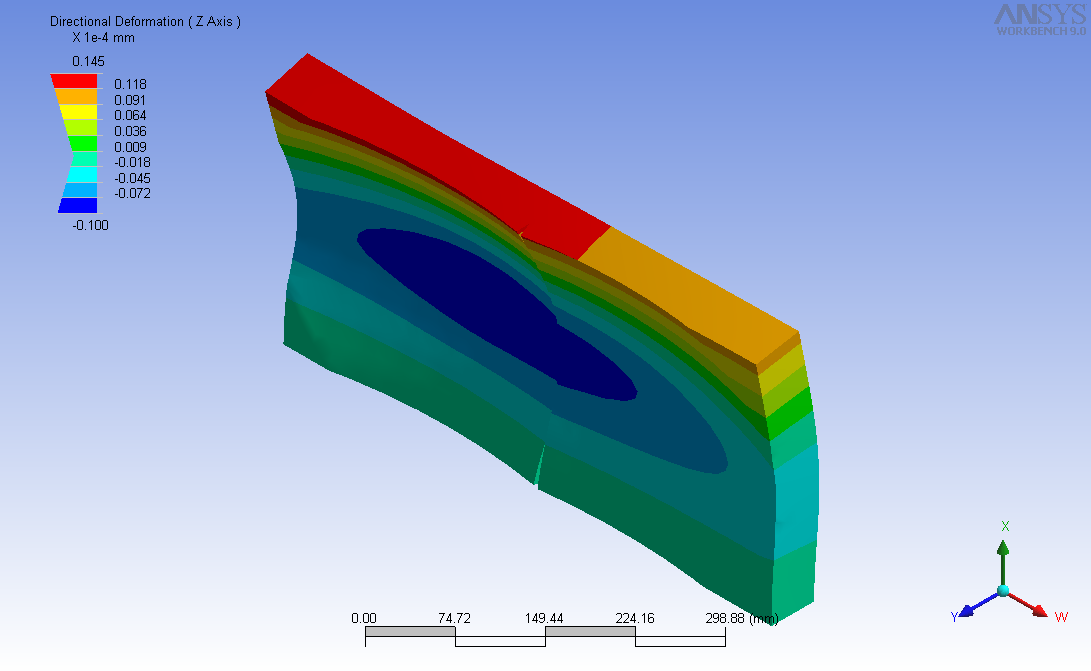
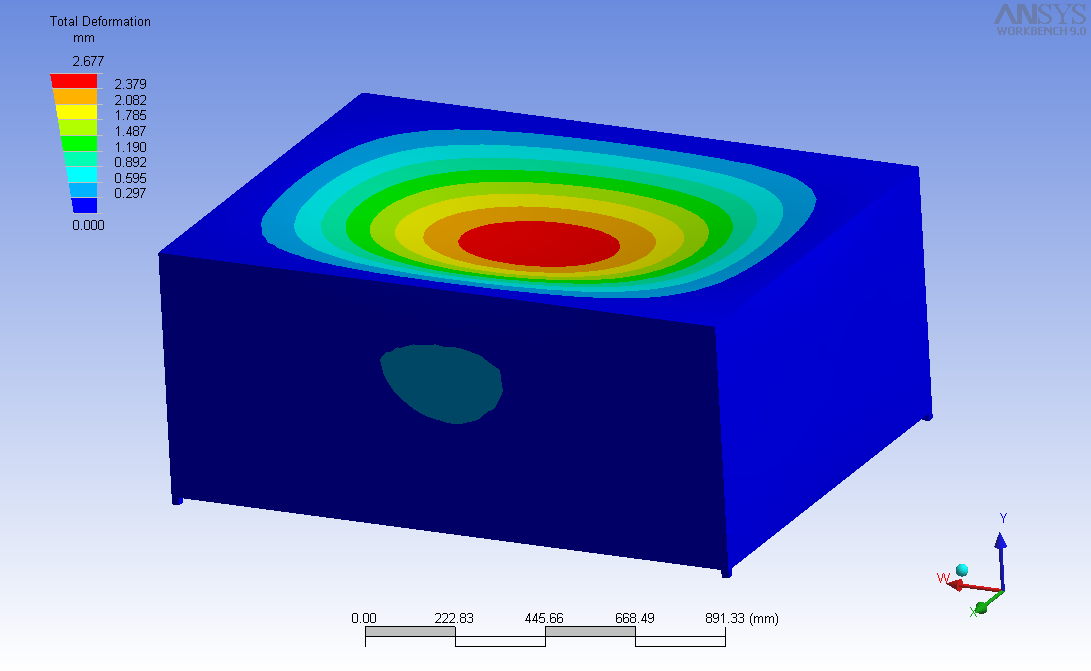
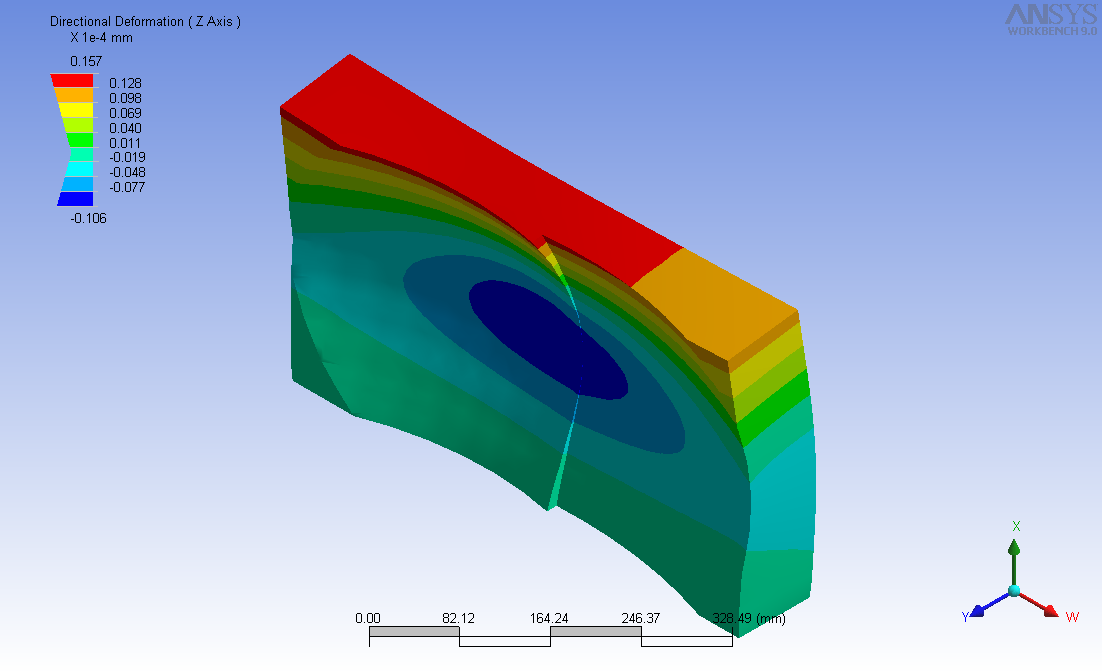
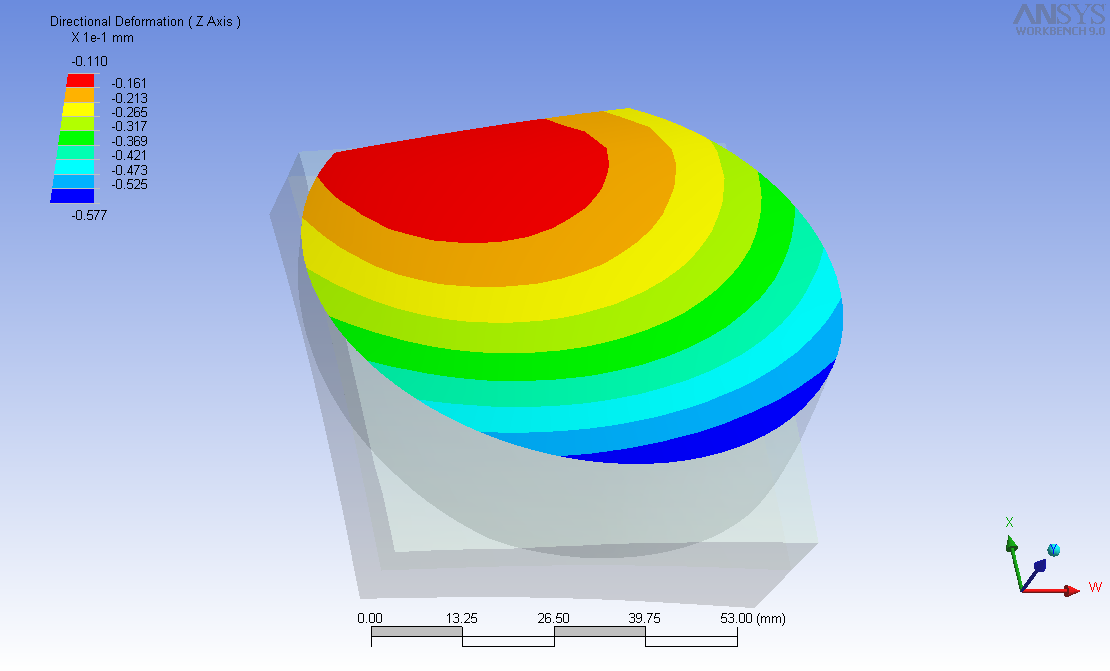
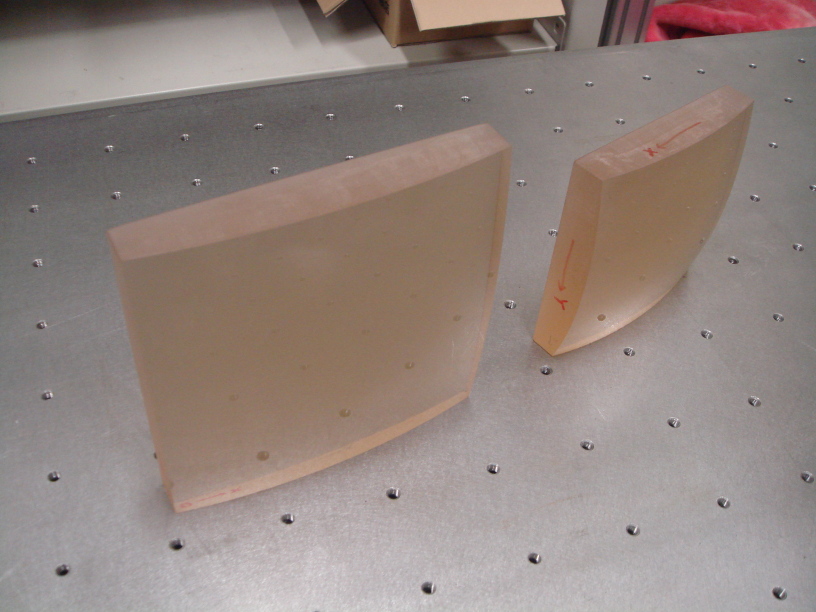
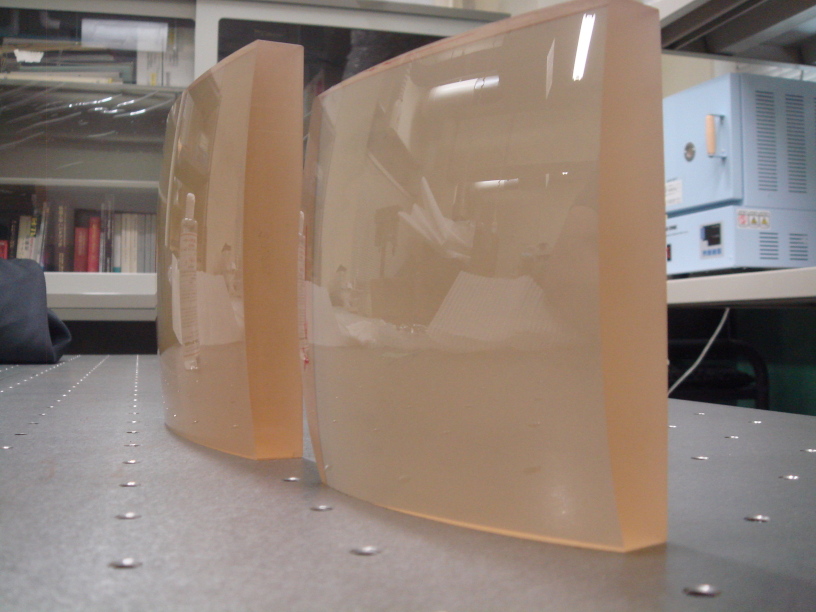
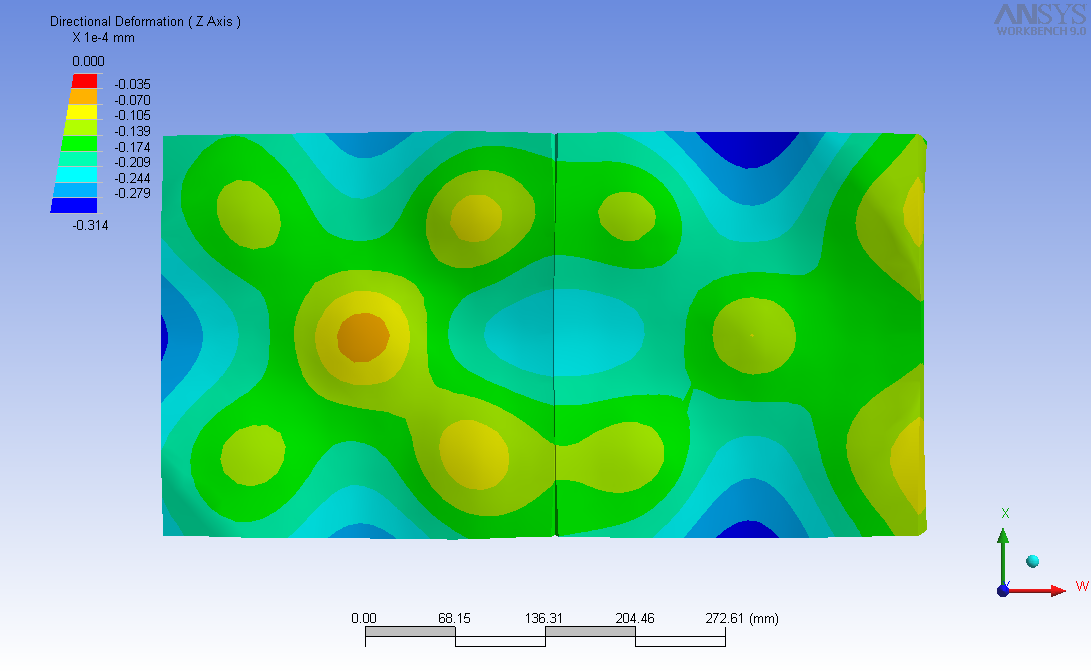
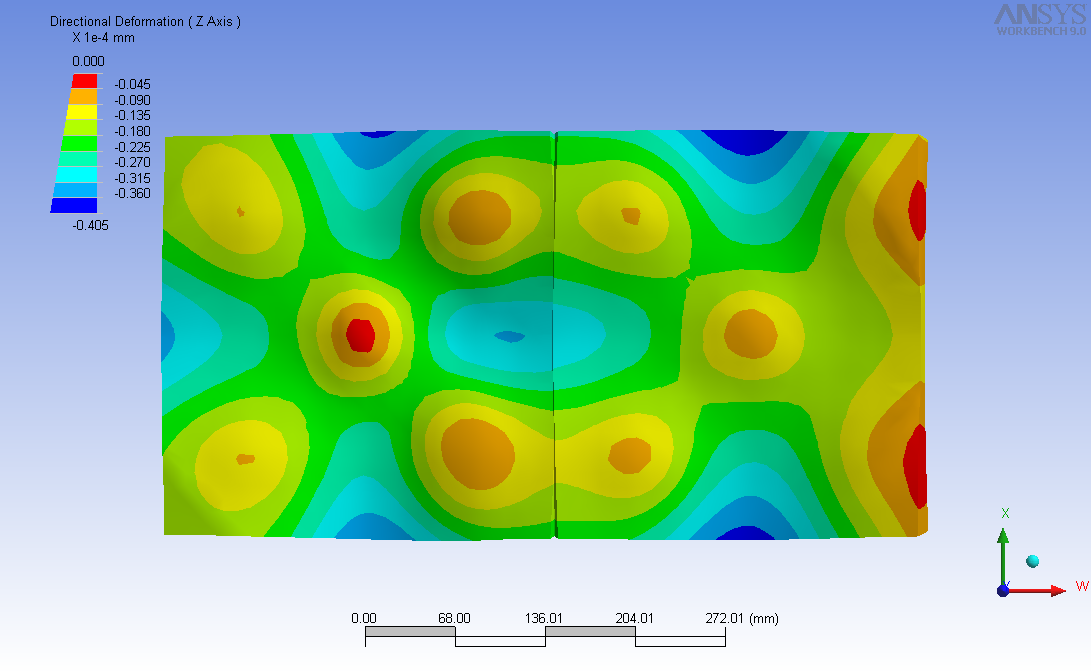
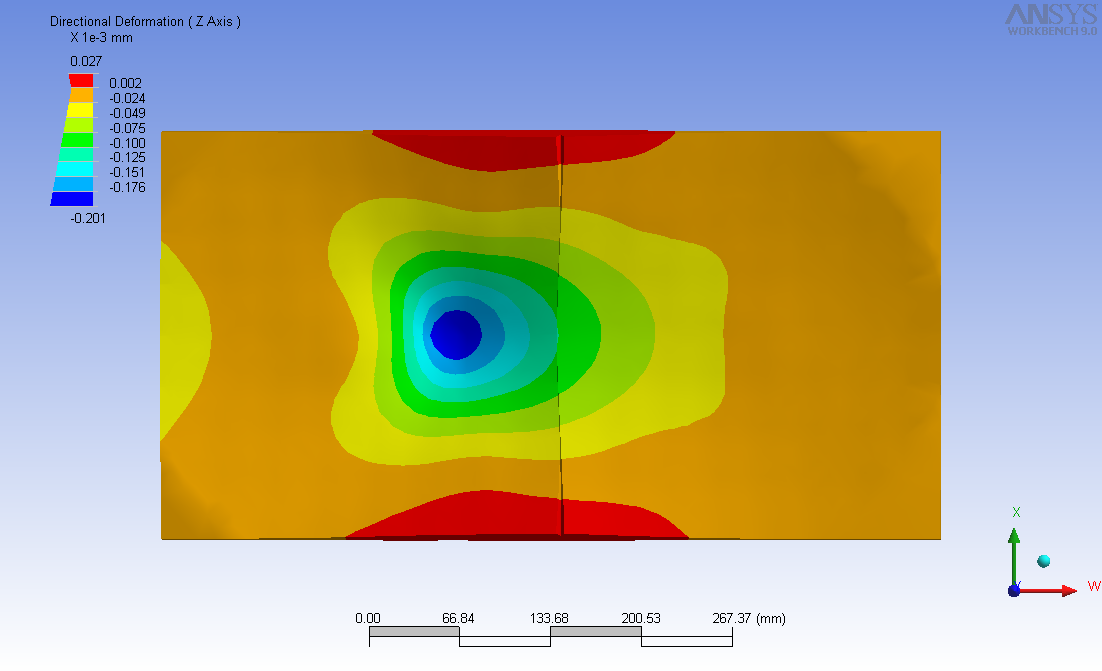
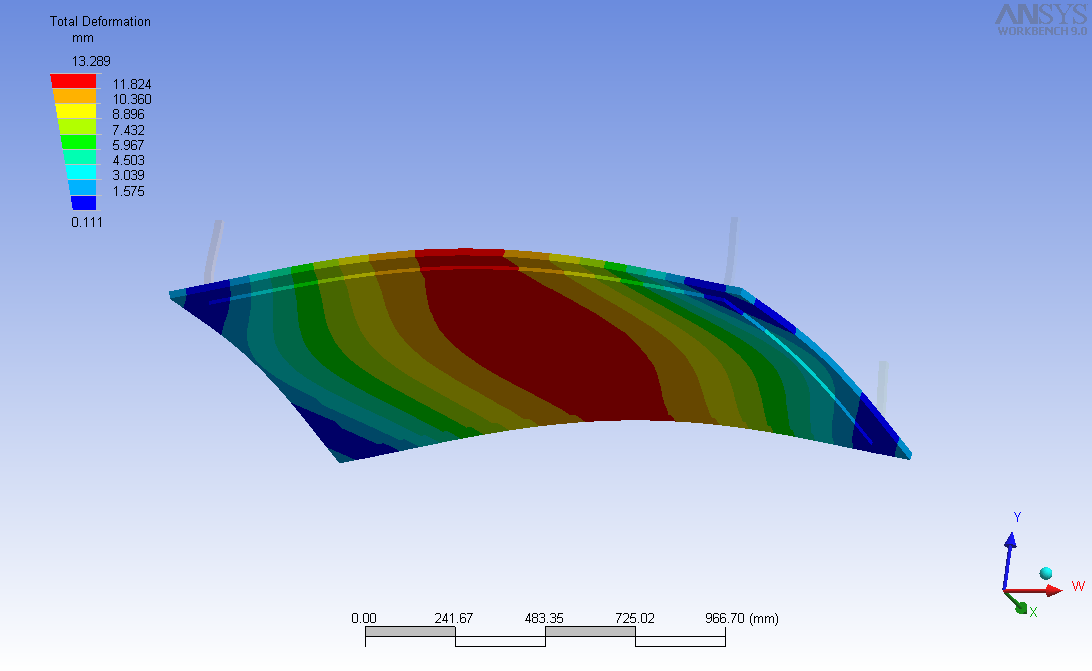
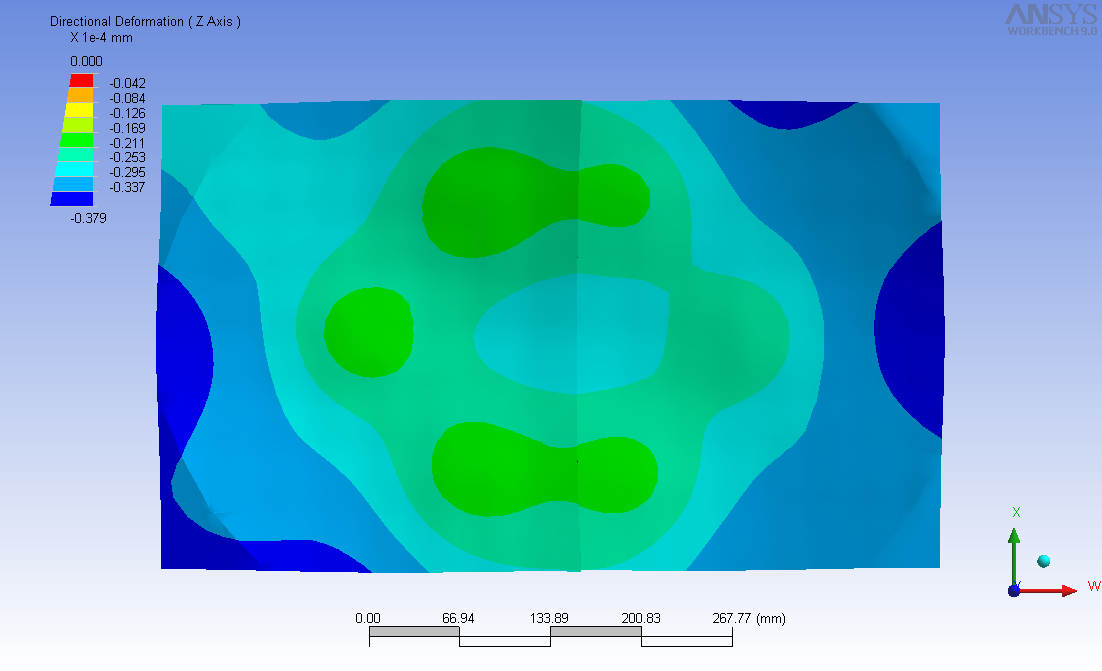
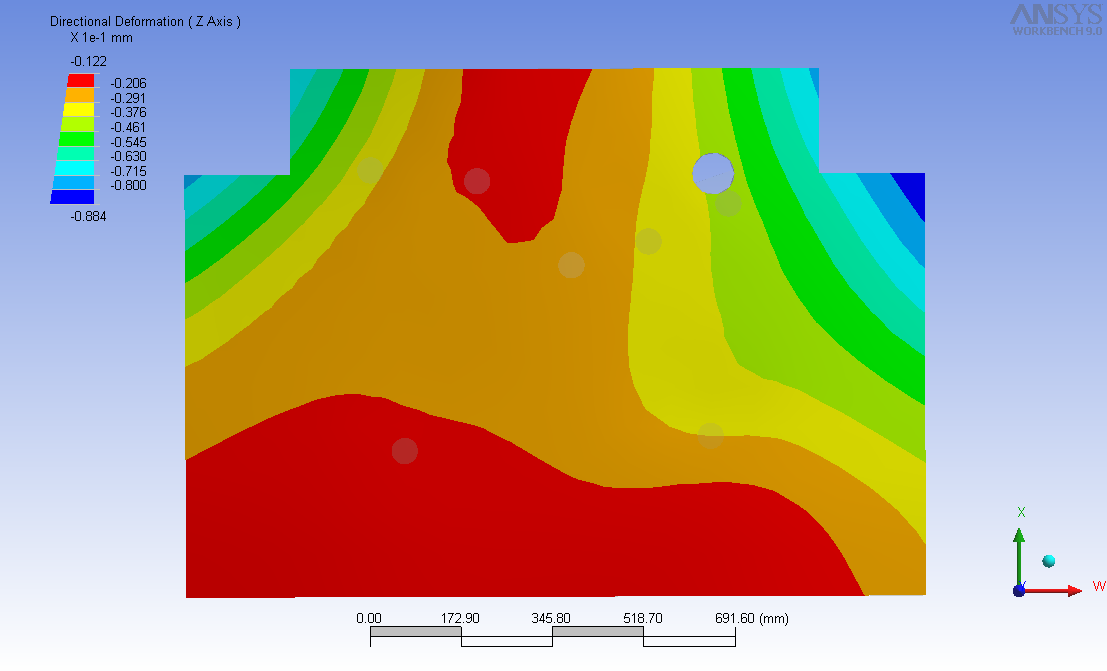
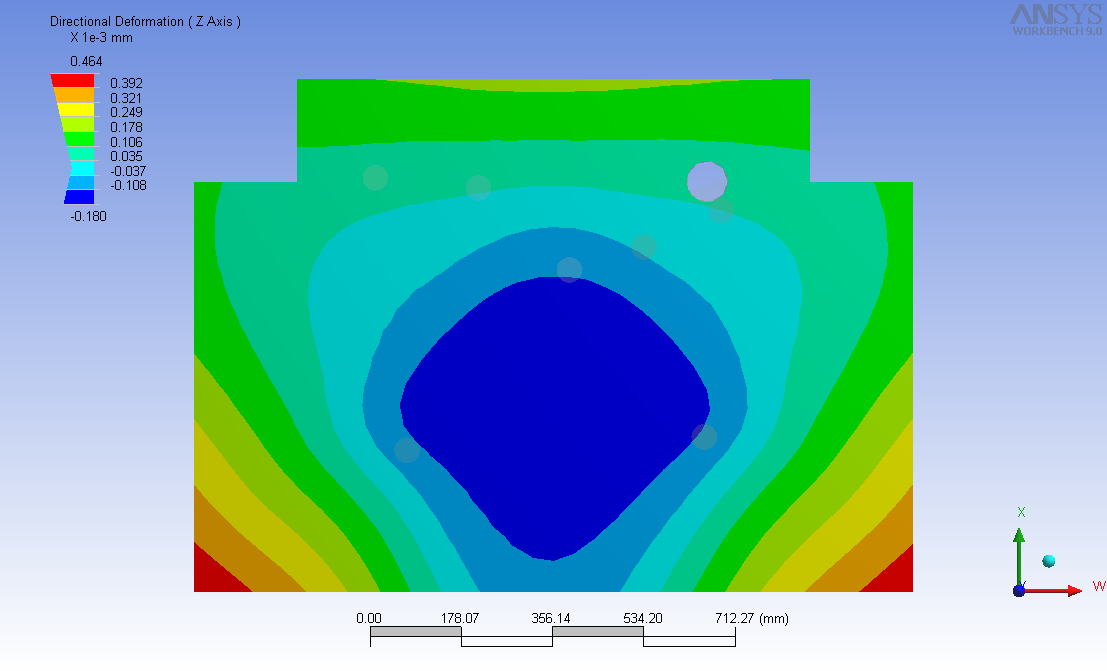
その後、Zemax で回折格子に3λ強の変形(2μm)の凹みを与えて確認した所、focus 合わせだけでは像が 20% 悪化するという結果となった。まだ製作していない凸面のバイコニック2枚を少し修正して対応すれば設計値としての像の悪化は 1% に抑える事ができる事は確認したが、膨張率は ZnSe が 7e-6、S-FTM16 が 9e-6 で、200K の温度変化では約100mm の接触面が 40μm だけ S-FTM16 の方が小さくなるので逆センスの歪みが発生するはず。この歪みの大きさを評価してからの方が良さそうなので、それを計算することにする。 ANSYS で温度変化による回折格子面の歪みを計算してみた。パラメータは以下の通り。
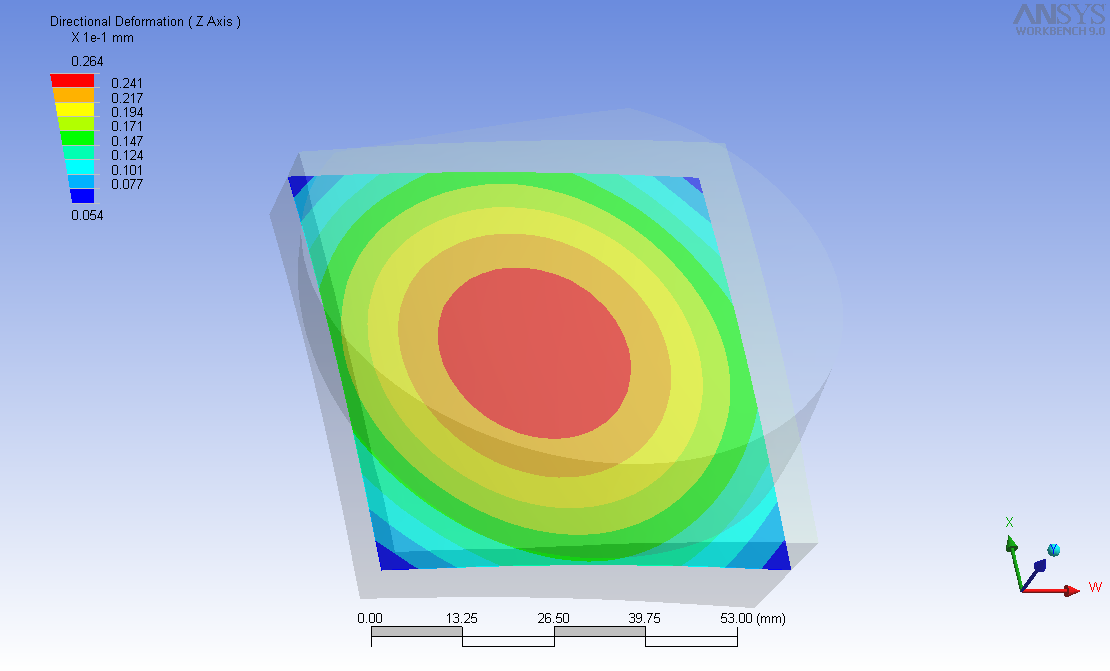
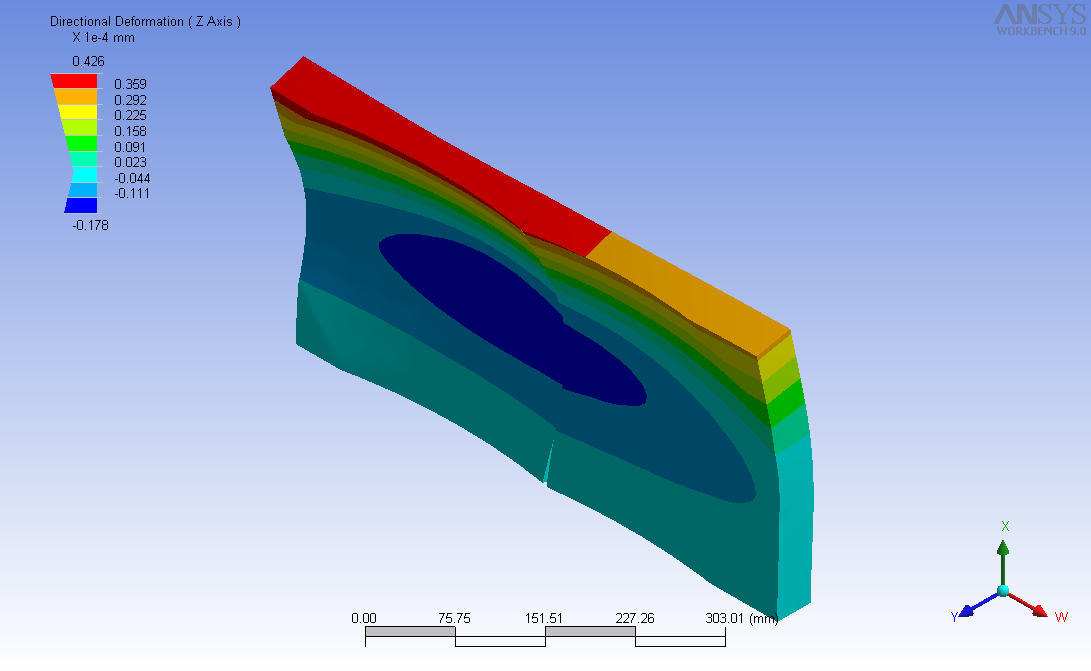
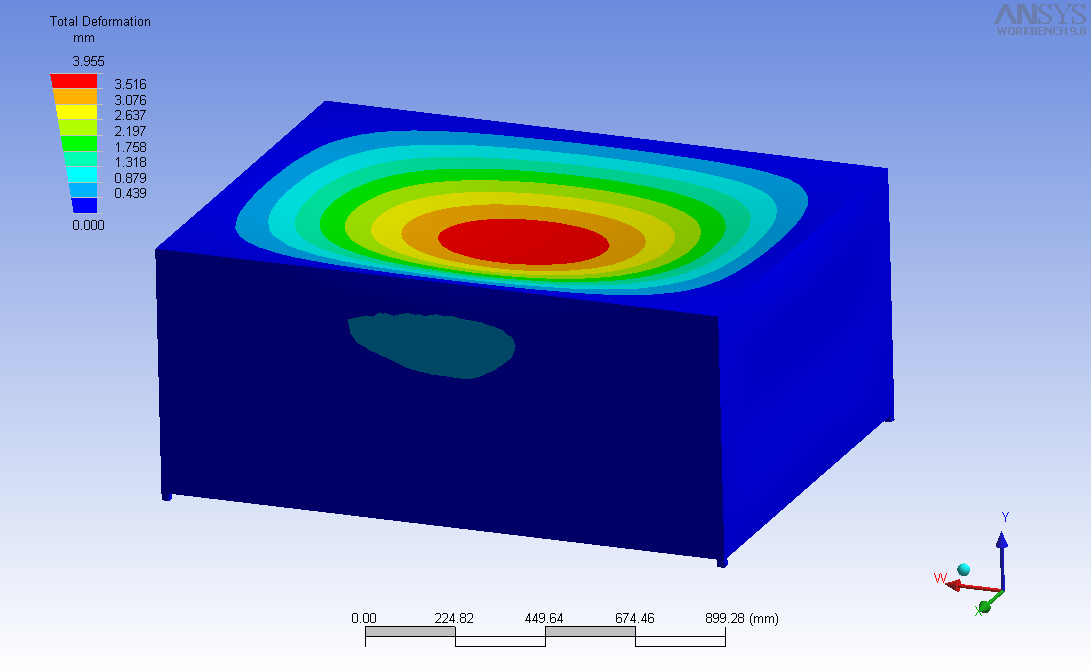
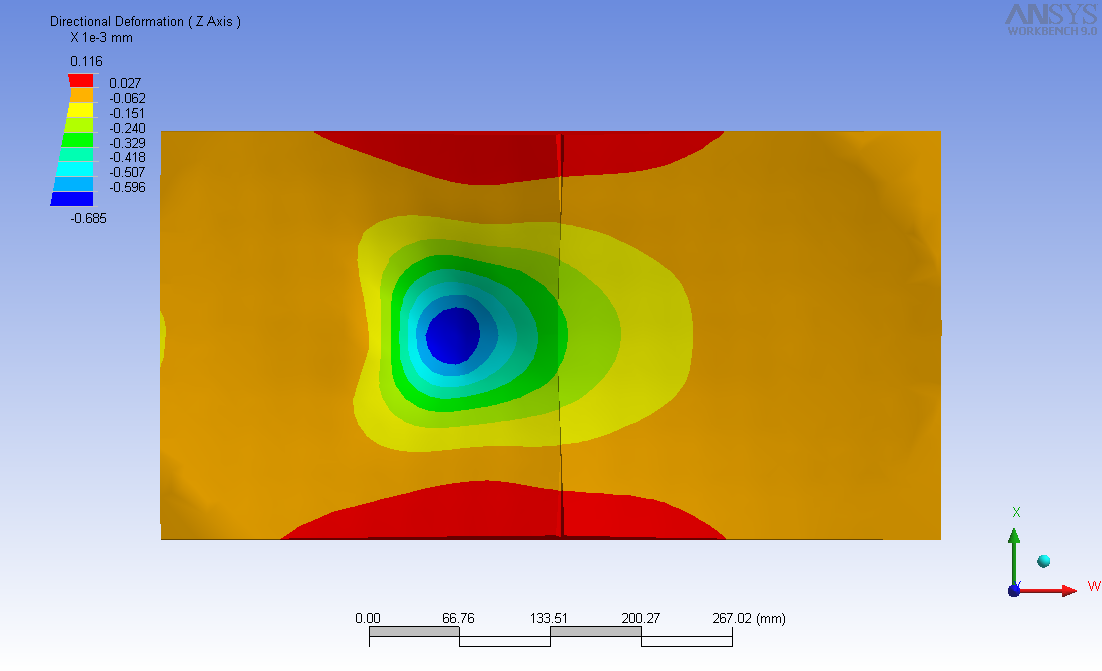
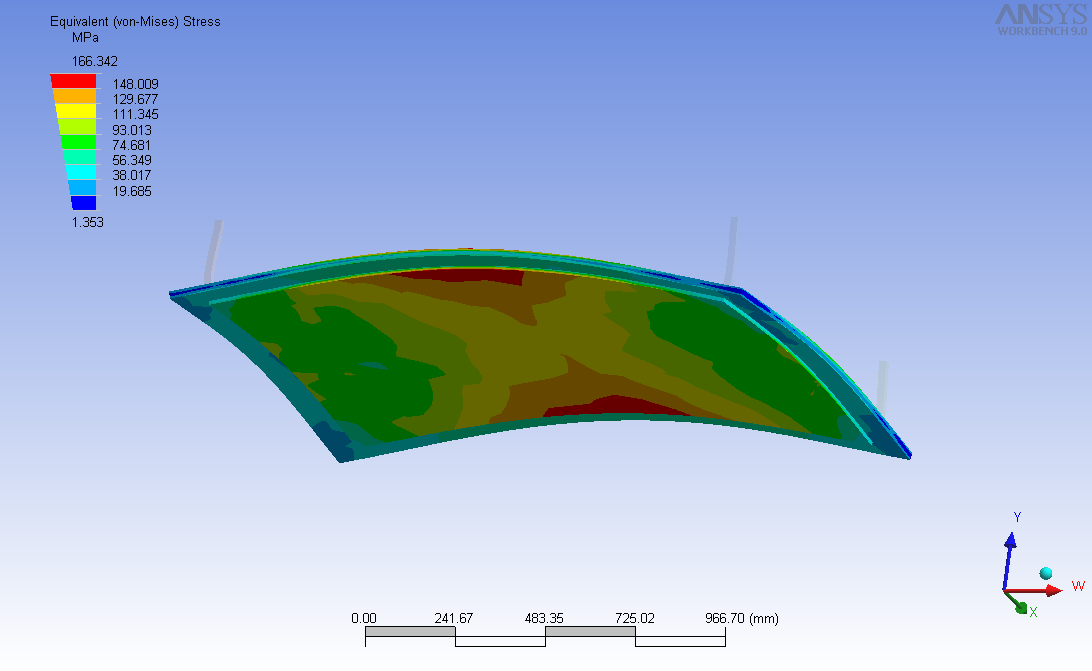
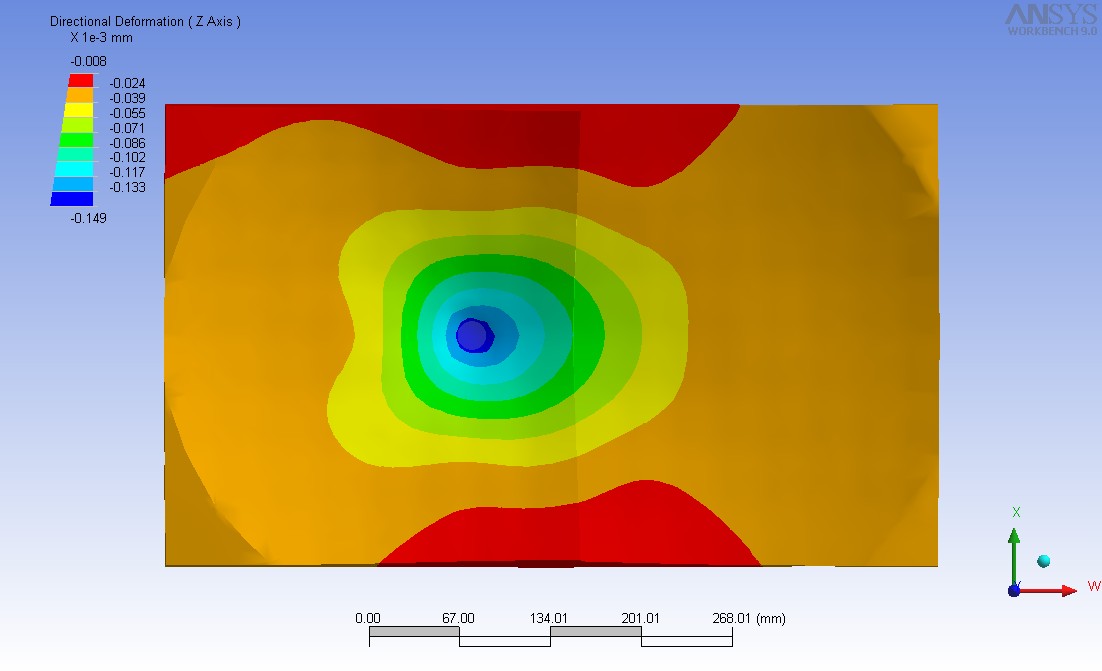
室温22℃から -200℃ まで温度変化させたときの変形が上図。ビームが当たる部分は薄黄緑と黄緑の中間部あたりまでなので、26.4-17.1=9.3μm 凸面になっている。現状で 2μm 凹面なので、7.3μm の凸面になりそう。バイコニック凸面の形状を変える必要がある... 計算してみたところ、焦点合わせのみでは像サイズが 2.6倍に悪化、凸面バイコニックの修正で J-band で 20% 悪化レベルにまで戻せる事は確認したが、問題は新たに発生する色収差だ。張り合わせ面が平面のまま回折格子面だけが凸面になったとすると、全体として凹レンズになるので、色収差が発生する。バイコニックで 20% 悪化レベルに抑えたとしても、観測波長域の両端ではこれも 2.6倍程度に悪化する事がわかった。 ここまで考えると、ZnSe と S-FTM16 は張り合わせるのではなく、両面に AR コートをして重ね合わせるのが良かったのかもしれないが既に手遅れなので、プリズムの裏面中央に引っ張りを与えて、冷却による変形を補正する事を考える。だんだん無茶な話になってきたが... 計算してみたが、回折格子面を 7μm 凹ませるには 100kgw で中心を引っ張っても不足であることが判明し、外力で変形させることは困難と判断した。変形の影響をより正確に評価するため、他の面の変形も調べてみた。
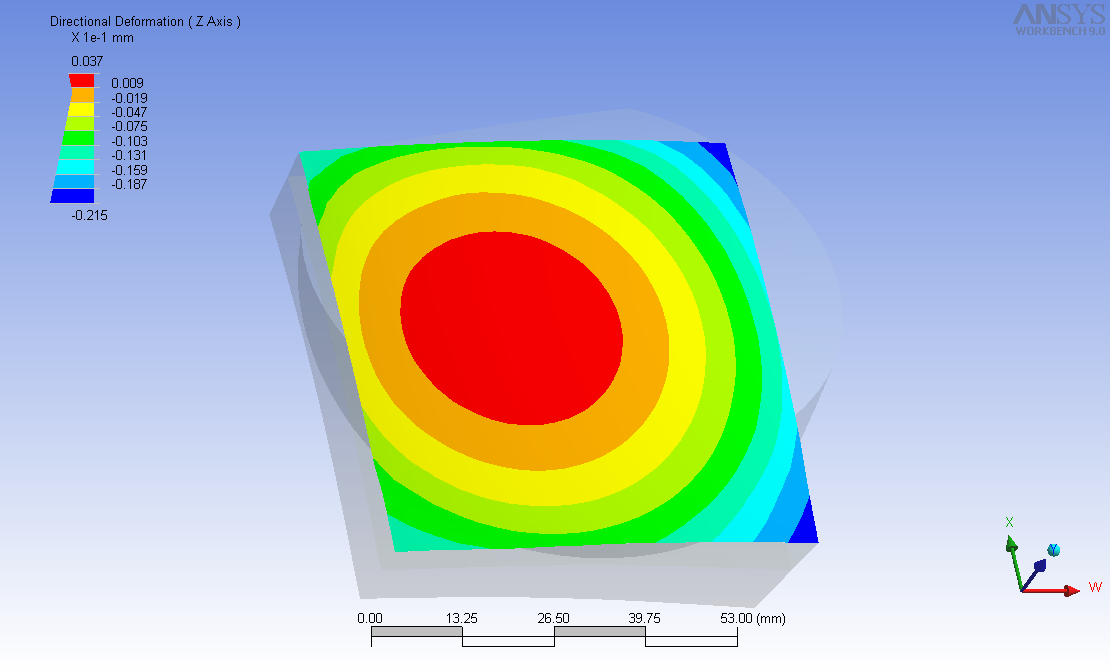
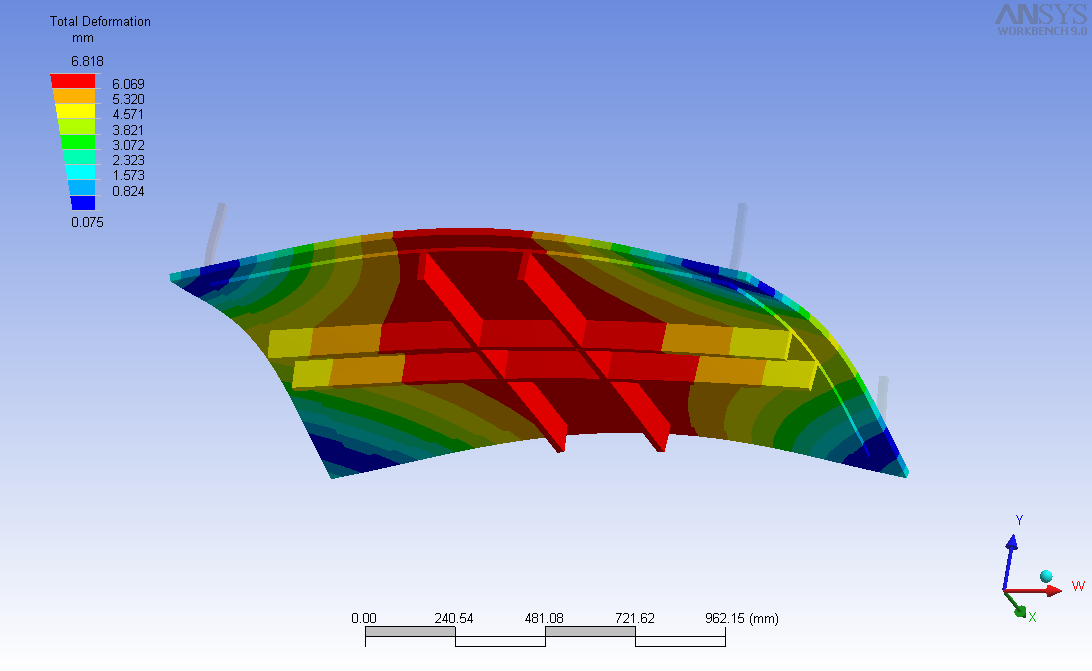
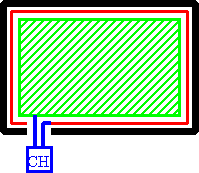
ZnSe と S-FTM16 の接着面、ZnSe 表面 ともに回折格子面に対し傾斜しているのでわかりにくいが、傾斜に対して直交する方向の変位量を見ると、どちらの面も周辺に対し中心部が 10μm 程度膨らんでおり、ほぼ同じ曲率で変形している事がわかる。この条件で影響を再評価してみる。 メニスカス状に変形する場合、焦点合わせのみでは J-band で像サイズが 40% 悪化、z や K では色収差でやはり 2.6倍程度まで悪化する。バイコニック面形状で J-band は補正できるがそれ以外ではほぼ改善できないので、もうこれで行くしか無い... と思ったが、メニスカスになるのであれば球面波を入射させれば色収差なく球面波で出ていくのではないかと思い、スリット位置も同時に動かすことにした。すると、スリットを 1.3mm 遠ざけ、検出器を 0.088mm 遠ざければ全体的に 4% の悪化で抑えられることが判明。メニスカス形状で変形してくれる限りはこの方法でどのような曲がりにも対応できることがわかった。一安心。あとは本当に 77K にしても割れないのか冷却試験だ。 ZnSe と S-FTM16 は上記パラメータによると熱伝導率に20倍の違いがある。一方、ZnSe は中間赤外で透明なので、放射冷却ではなかなか冷えない。S-FTM16 と ZnSe を同じ速さで徐々に冷却するには、S-FTM16 の方から熱を奪い、ZnSe の熱は S-FTM16 を通して流すのが安全だ。現在のホルダーは下図の赤丸部分で表側では ZnSe, 裏側では S-FTM16 と接触しており(裏側上部の2つの穴にはプランジャが入り、そのバネ力で保持する)、このままでは結構 ZnSe からも接触でホルダーに熱が流れることになる。
表側の ZnSe との接触箇所を全て少しずつ削って触らないようにし、横方向の動きを固定するために S-FTM16 を横から押すバネを背面側に追加する。また、S-FTM16 部分は斜めに傾いているので、斜面に沿って前方に滑る力が発生するが、前面プレート(上図では表示していない)の縁に何か貼り付けて止めたい。0.5mm 小鉄球でもいいが、ZnSe は柔らかいので万が一衝撃が加わると前面が欠ける可能性がある。変に樹脂系の柔らかいものを挟むと接触面積が増して熱接触が大きくなるだろうし、安全に熱接触を断つにはどうしたらいいか思案したところ、普通に紙を挟むのがいいような気がしてきた。熱々の鍋の下に敷くのも紙だし、アウトガスは気になるが熱接触を安全に断てそうだ。ビームの上側の部分は万が一ビーム内に垂れてくると厄介なので切断し、上図右写真のようなもので押さえる事にする。紙からのアウトガスに関してググッてみたが、紙を真空中に入れる人などいないようで、全然情報が出てこない(英語だと "paper" は論文になるのでややこしい事もある)...
さすがに紙はアウトガスが多すぎるのでは、という意見があったのでガラス繊維の布というものを買ってみたが、平織りのため切断すると容易に分解してしまう。結局、太さ 0.25mm のナイロンテグス糸を挟む事にした。接触面を少しやすりで削り、テグス糸を挟んで隙間を確保する。
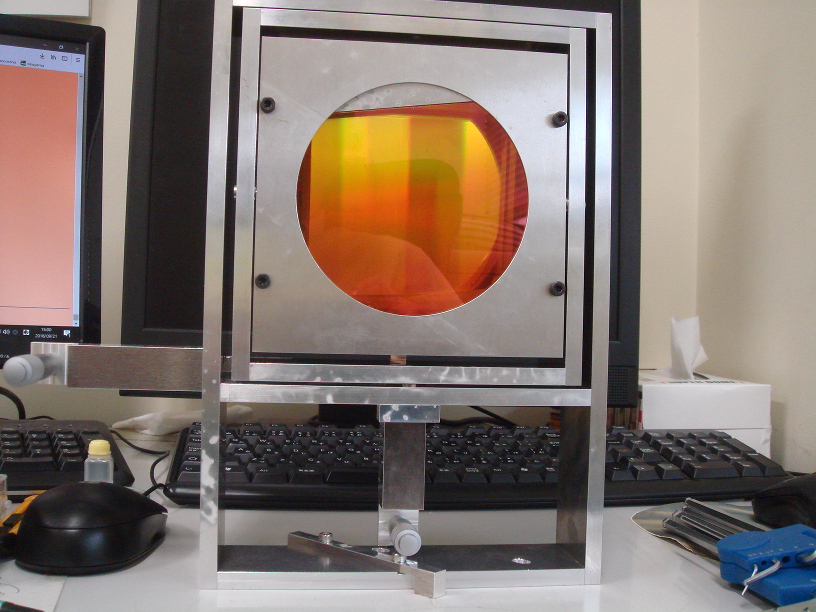
最後に、ZnSe プリズム表面の形状を I-Fizeau で調べてみた。回折格子面と同様に凹面に凹んでいる事を期待して測定したが、何とほぼ平面だった(下図左)。
Zemax で確認した所、メニスカス変形と同じ対処法で解決できることが判明。0.7mm スリットを近づけ、検出器はほとんど動かさない(1μm 遠ざける)事で色収差が抑えられるようだ。J,H,K バンドで 1〜1.5% の悪化、z,Y バンドでは逆に 2〜5% 像質が改善した(冷却時のメニスカス変形で、最終的にはやや悪化となると思うが...)。怪我の功名で助かった... ところで、ZnSe と S-FTM16 の間に入っている空気の泡は、ZnSe を干渉縞1つ分局所的に変形させていて、ZnSe の屈折率を顧慮すると 0.2λ 相当の変形が泡のサイズよりも大きい範囲で出ている事がわかる。冷却した時に、こういう場所に応力が集中しないかがちょっと心配。
●Buffle 製作とりあえず、大きい仕切りだけ製作。
●Prism+Grating の貼り合わせ その6真空容器に入れて冷却試験。ベーキングをして5日後に真空バルブを閉じてみたが、結構アウトガスが多いようで、常温に戻る速さが増した。再度ポンプで引きながら低めの温度で再度ベーキング。10日目に冷却開始。
とにかく、冷却試験終了後に開けてみた所、プリズムは割れずに無事生還した。とりあえず、最大の山場を超えたかな。

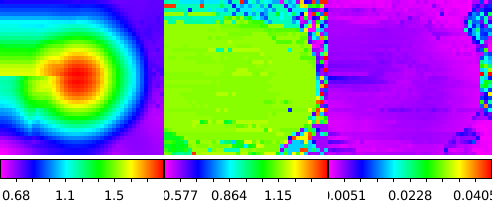
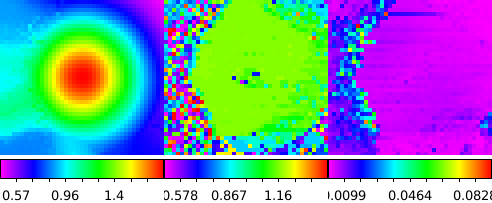
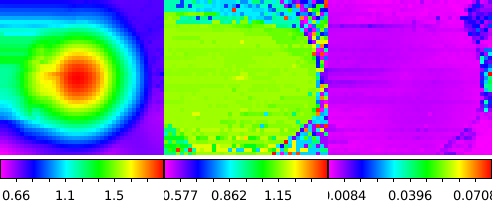
●真空冷却モータ試験その22組4個のアクチュエータ(この写真奥に写っているもの)で冷却真空下での傾斜センサの傾き制御試験をした。±1mm の範囲内を 0.05mm ステップで 41x41 グリッドで4秒ずつ停止して3周期を計測して取り出し、その平均値をマップにした。図は左から出力電圧(V), 周期(秒), 波形誤差(dV)。全てほぼ問題なく動いている事が確認できた。前回の試験時よりもホール素子とネオジム磁石間の距離を離したため、出力電圧は減少したが周期が不安定になる領域が減り、安定したように見える。また、傾斜の検出範囲が増え、ある程度磁石を離しておく方が良いことが確認できた。左側の状態が悪く見えるのは、右端から左端への移動は一度の動作で移動するため、左端では振り子が大きく振れている状態で計測が行われるためだと思われる。
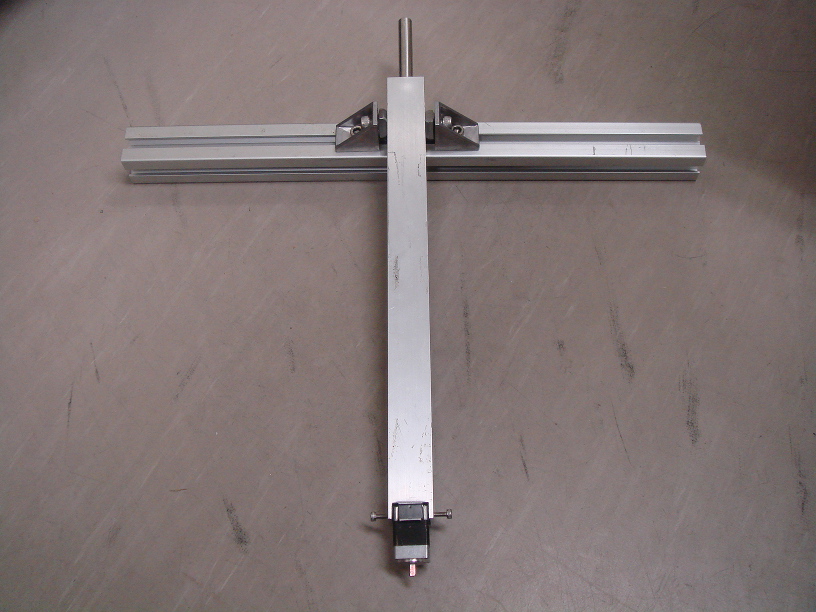
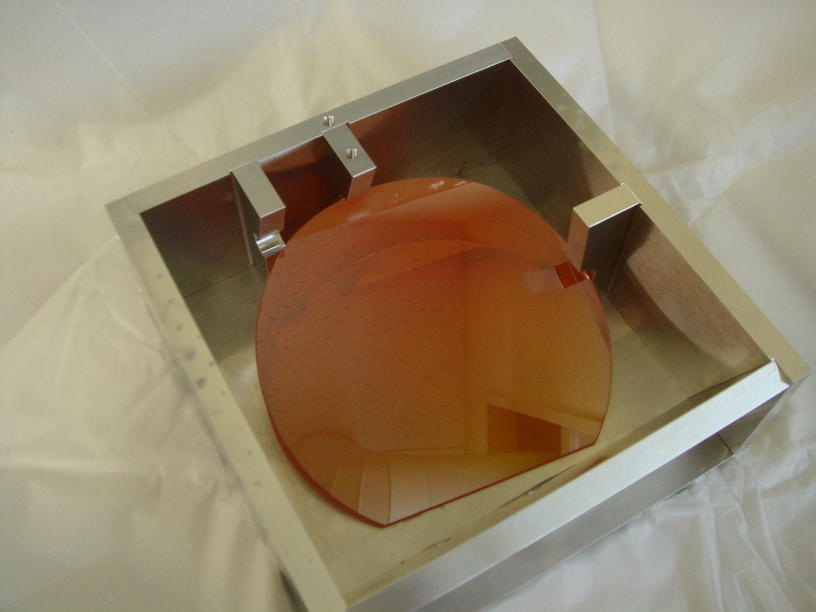
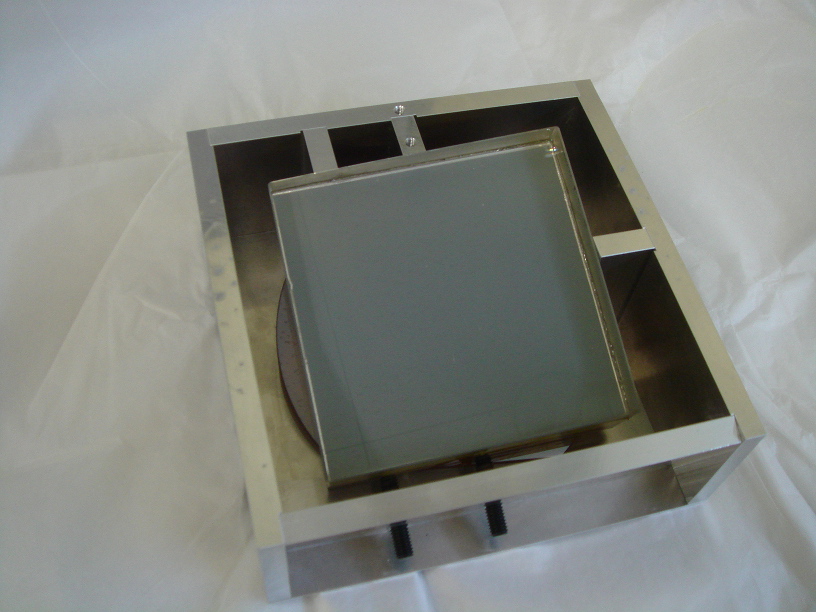
●大型ミラーの保持大型のバイコニックミラー2枚は、インバーのスペーサ(下図青色パーツ)に押し付けた状態で保持する。調整不可の状態で固定する可能性もあるが、とりあえずアクチュエータで位置の微修正が可能なようにしてみた。上下は2枚の鏡の縦方向のサイズの違いの分はクリアセラムのスペーサで埋め、残りのほぼ同じ高さ分を2枚のステンレスプレートとその間に挟んだ鋼球で保持する。背面の支持ロッドの固定点を鏡の裏に接着する必要があるが、市販のスーパーインバーのネジ(インバーのネジは市販されている製品が無いので)2本を購入して接着でも低温に耐えうるのか試験する予定。





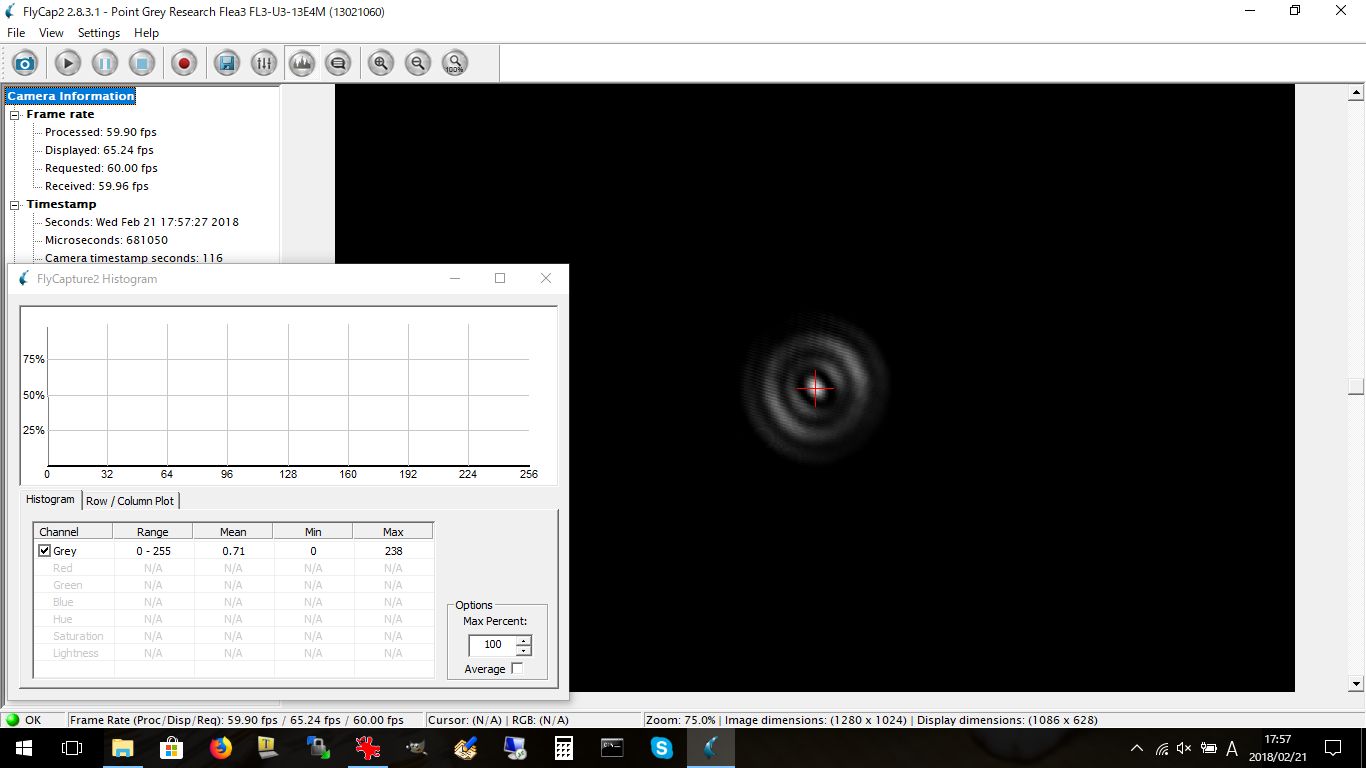
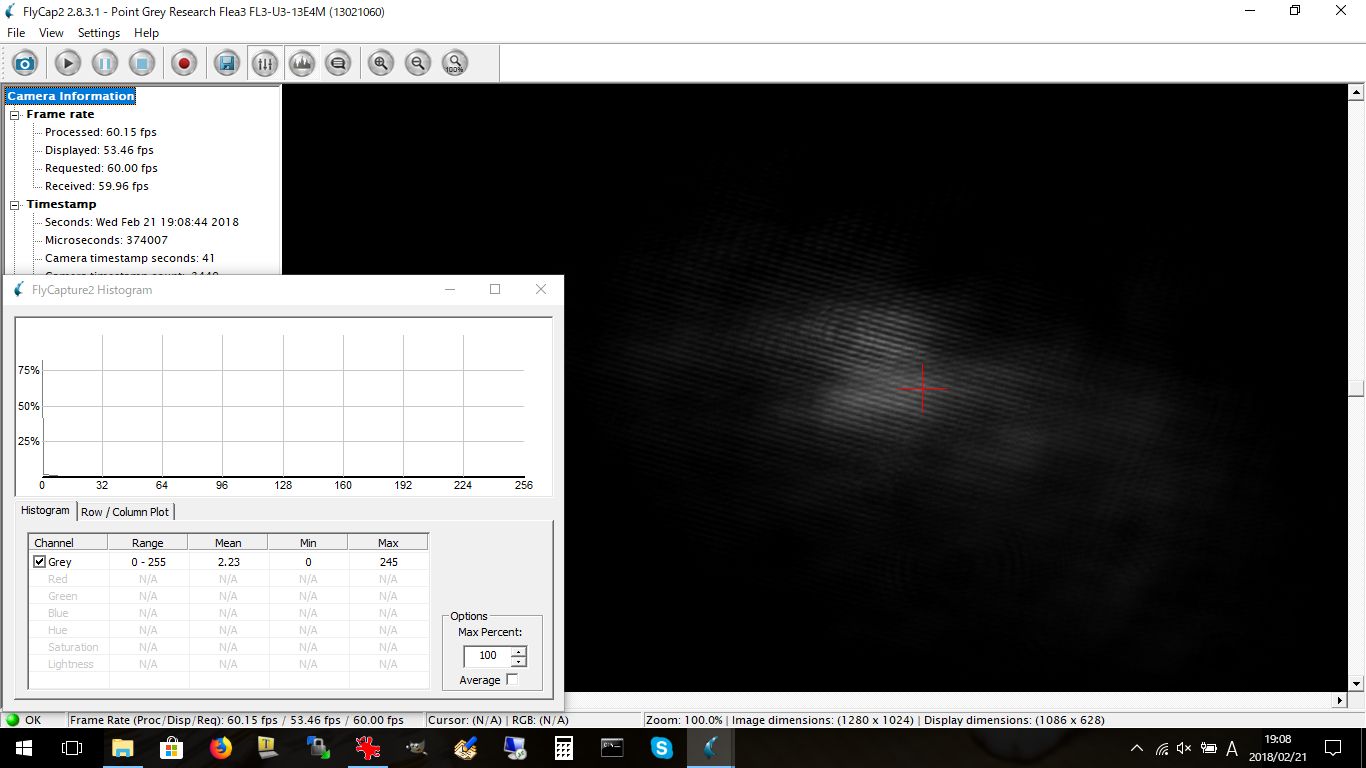
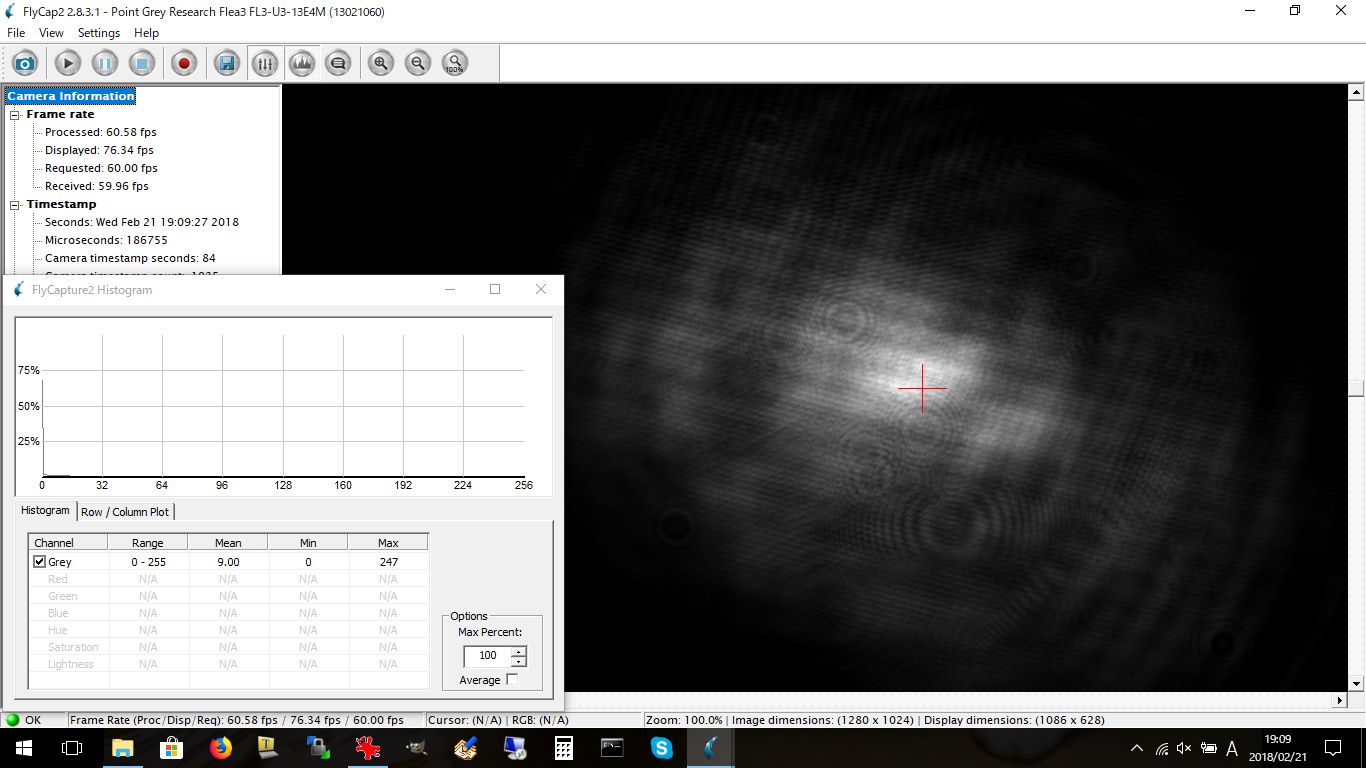
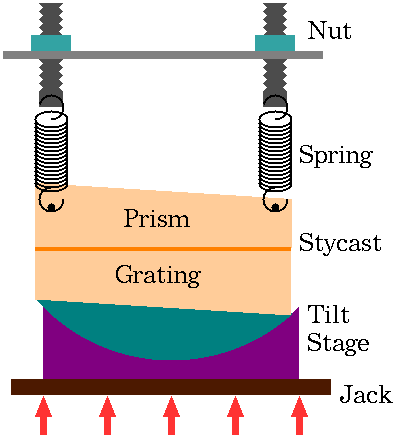
●バイコニックミラーの検査引きずり3点法での検査状況はこちらを参照。拡張フーコー法での検査状況はこちらとこちらを参照。 球面波 CGH による検査方法はこちらを参照。 超高精度三次元測定機 UA3P による検査状況はこちらとこちらを参照。 三鷹光機 NH3 による凸面バイコニック鏡検査状況はこちらを参照。
大型バイコニックミラー製作の現状まとめページはこちらを参照。 ●まとめページ2023年 / 2022年 / 2021年 / 2020年 / 2019年 / 2018年
●Mirror #3 の保持自由度6の調整可能なホルダ。全てにモーターを付けるかは別として、とりあえず製作してみる。横方向は冷却時に片側しか当てることができないため、左右どちらで接触させて押すかはやってみないとわからない。左右のスペースには余裕がないためこのようになっている。
●Mirror #4 の保持基本的ポリシーは Mirror #3 と同じ。隣との関係が立体的に入れ子になっているので、かなり窮屈...
●凸面バイコニックミラー三鷹光機 NH3 による凸面バイコニック鏡検査状況はこちらを参照。Mirror#3, #4 やっと完成。
|

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}